
| BỘ NÔNG NGHIỆP VÀ PHÁT TRIỂN NÔNG THÔN | CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM |
| Số: 742/QĐ-CBTTNS-CB | Hà Nội, ngày 29 tháng 6 năm 2018 |
CỤC TRƯỞNG CỤC CHẾ BIẾN VÀ PHÁT TRIỂN THỊ TRƯỜNG NÔNG SẢN
Căn cứ Quyết định số 1348/QĐ-BNN-TCCB ngày 11 tháng 4 năm 2017 của Bộ trưởng Bộ Nông nghiệp và Phát triển nông thôn quy định chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Cục Chế biến và Phát triển thị trường Nông sản;
Căn cứ Công văn số 162/KHCN ngày 12 tháng 3 năm 2018 của Vụ Khoa học, Công nghệ và Môi trường về công tác xây dựng và ban hành tiêu chuẩn, quy chuẩn, đồng ý giao Cục Chế biến và Phát triển thị trường Nông sản biên tập và ban hành tài liệu hướng dẫn kỹ thuật về yêu cầu đảm bảo an toàn thực phẩm đối với các cơ sở chế biến;
Căn cứ Báo cáo tiếp thu ý kiến góp ý của Hội đồng nghiệm thu Tài liệu hướng dẫn kỹ thuật về đảm bảo an toàn thực phẩm đối với các cơ sở chế biến nông sản ngày 28/6/2018 và ý kiến của Chủ tịch Hội đồng;
Xét đề nghị của Trưởng phòng Chế biến, bảo quản nông sản,
QUYẾT ĐỊNH:
Điều 1. Ban hành kèm theo Quyết định này Tài liệu hướng dẫn kỹ thuật về đảm bảo an toàn thực phẩm đối với các cơ sở chế biến nông sản;
Điều 2. Quyết định này có hiệu lực kể từ ngày ký;
Điều 3. Chánh Văn phòng Cục, Trưởng phòng Chế biến, bảo quản nông sản, Thủ trưởng các cơ quan, tổ chức và các cá nhân có liên quan chịu trách nhiệm thi hành Quyết định này./.
|
| Q.CỤC TRƯỞNG |
VỀ ĐẢM BẢO AN TOÀN THỰC PHẨM ĐỐI VỚI CÁC CƠ SỞ CHẾ BIẾN NÔNG SẢN
(ban hành kèm theo Quyết định số 742/QĐ-CBTTNS-CB ngày 29 tháng 6 năm 2018 của Cục Chế biến và Phát triển thị trường Nông sản)
I. Phạm vi và đối tượng áp dụng
Tài liệu này được xây dựng dựa trên các quy định của pháp luật về an toàn thực phẩm, các tiêu chuẩn, quy chuẩn kỹ thuật và các tài liệu chuyên môn liên quan.
Tài liệu nhằm hướng dẫn các cơ sở chế biến nông sản những điều kiện, cách thức, quy phạm thực hành nhằm đảm bảo vệ sinh và an toàn thực phẩm cũng như đáp ứng các quy định hiện hành của nhà nước về an toàn thực phẩm trong các hoạt động liên quan đến chế biến, bảo quản nông sản.
Tài liệu áp dụng cho các cơ sở chế biến các sản phẩm có nguồn gốc từ thực vật quy mô công nghiệp và nhỏ lẻ; trong giai đoạn thiết kế, xây dựng hay vận hành. Tài liệu cũng có thể làm nguồn tham khảo cho các cơ quan quản lý, các đối tượng có liên quan trong công tác tập huấn, hướng dẫn về an toàn thực phẩm cho các cơ sở chế biến.
II. Một số văn bản của pháp luật hiện hành liên quan đến ATTP đối với cơ sở chế biến nông sản
1. Các luật và nghị định
(1) Luật An toàn thực phẩm số 55/2010/QH 12 và Nghị định số 15/2018/NĐ-CP ngày 02/02/2018 của Chính phủ quy định chi tiết thi hành một số điều của Luật An toàn thực phẩm.
Đây là văn bản quan trọng nhất liên quan đến ATTP. Luật quy định các quyền và nghĩa vụ của tổ chức, cá nhân trong bảo đảm an toàn thực phẩm; Quy định về điều kiện bảo đảm an toàn đối với thực phẩm, sản xuất, kinh doanh thực phẩm và nhập khẩu, xuất khẩu thực phẩm; quảng cáo, ghi nhãn thực phẩm; Quy định về kiểm nghiệm thực phẩm; phân tích nguy cơ đối với an toàn thực phẩm; phòng ngừa, ngăn chặn và khắc phục sự cố về an toàn thực phẩm; thông tin, giáo dục, truyền thông về an toàn thực phẩm; Quy định về trách nhiệm quản lý nhà nước về an toàn thực phẩm.
Theo Điều 19, 20 của Luật, cơ sở chế biến nông sản (sau đây gọi tắt là “cơ sở”) bảo đảm các yêu cầu sau đây:
a) Có địa điểm, diện tích thích hợp, có khoảng cách an toàn đối với nguồn gây độc hại, nguồn gây ô nhiễm và các yếu tố gây hại khác;
b) Có đủ nước đạt quy chuẩn kỹ thuật phục vụ sản xuất, chế biến;
c) Có đủ trang thiết bị phù hợp để xử lý nguyên liệu, chế biến, đóng gói, bảo quản và vận chuyển các sản phẩm; có đủ trang thiết bị, dụng cụ, phương tiện rửa và khử trùng, nước sát trùng, thiết bị phòng, chống côn trùng và động vật gây hại;
d) Có hệ thống xử lý chất thải và được vận hành thường xuyên theo quy định của pháp luật về bảo vệ môi trường;
đ) Duy trì các điều kiện bảo đảm an toàn thực phẩm và lưu giữ hồ sơ về nguồn gốc, xuất xứ nguyên liệu thực phẩm và các tài liệu khác về toàn bộ quá trình sản xuất;
e) Tuân thủ quy định về sức khoẻ, kiến thức và thực hành của người trực tiếp sản xuất;
g) Nơi bảo quản và phương tiện bảo quản phải có diện tích đủ rộng để bảo quản từng loại thực phẩm riêng biệt, có thể thực hiện kỹ thuật xếp dỡ an toàn và chính xác, bảo đảm vệ sinh trong quá trình bảo quản;
h) Nơi bảo quản và phương tiện bảo quản phải ngăn ngừa được ảnh hưởng của nhiệt độ, độ ẩm, côn trùng, động vật, bụi bẩn, mùi lạ và các tác động xấu của môi trường; bảo đảm đủ ánh sáng; có thiết bị chuyên dụng điều chỉnh nhiệt độ, độ ẩm và các điều kiện khí hậu khác, thiết bị thông gió và các điều kiện bảo quản đặc biệt khác theo yêu cầu của từng loại thực phẩm.
(2) Nghị định số 66/2016/NĐ-CP ngày 01/7/2016 của Chính phủ quy định về điều kiện đầu tư kinh doanh về bảo vệ và kiểm dịch thực vật, giống cây trồng, nuôi động vật rừng thông thường, chăn nuôi; thủy sản.
Nghị định quy định điều kiện đầu tư kinh doanh đối với các sản phẩm thuộc lĩnh vực quản lý của Bộ Nông nghiệp và Phát triển nông thôn, trong đó có điều kiện đầu tư kinh doanh thực phẩm (lương thực; thịt và các sản phẩm từ thịt; thủy sản và sản phẩm thủy sản; rau, củ, quả và sản phẩm rau, củ, quả; trứng và các sản phẩm từ trứng; sữa tươi nguyên liệu; mật ong và các sản phẩm từ mật ong; muối; gia vị; đường; chè; cà phê; ca cao; hạt tiêu; điều và các nông sản thực phẩm khác): cơ sở sản xuất thực phẩm (trồng trọt, thu hái, chăn nuôi, nuôi trồng, đánh bắt, khai thác thủy sản); cơ sở giết mổ gia súc, gia cầm; cơ sở sơ chế, chế biến thực phẩm; chợ đầu mối nông sản; cơ sở buôn bán thực phẩm.
Theo Điều 21 của Nghị định, điều kiện đầu tư kinh doanh cơ sở sơ chế, chế biến thực phẩm bao gồm:
a) Về nhân lực
- Chủ cơ sở, người trực tiếp sản xuất thực phẩm có giấy xác nhận kiến thức an toàn thực phẩm theo quy định của Bộ Nông nghiệp và Phát triển nông thôn;
- Chủ cơ sở và người trực tiếp sản xuất thực phẩm phải đáp ứng yêu cầu về sức khỏe theo quy định của Bộ Y tế.
b) Cơ sở sơ chế, chế biến tách biệt khu vực ô nhiễm môi trường đã được cơ quan nhà nước có thẩm quyền công bố theo quy định của pháp luật, các khu tập trung, xử lý chất thải sinh hoạt, công nghiệp, bệnh viện.
c) Về nhà xưởng sơ chế, chế biến
- Nhà xưởng, dây chuyền sản xuất, khu vực phụ trợ phải bố trí theo quy tắc một chiều từ nguyên liệu đầu vào cho đến sản phẩm cuối cùng; phân luồng riêng đối với sản phẩm, phụ gia, vật liệu bao gói, phế thải;
- Tách biệt khu vực kho nguyên liệu, kho thành phẩm; khu vực sơ chế, chế biến, đóng gói thực phẩm; khu vực vệ sinh; khu thay đồ bảo hộ và khu vực phụ trợ liên quan;
- Nền, trần, tường, cửa làm bằng vật liệu không thấm nước, chống chịu ăn mòn của các chất tẩy rửa, khử trùng. Cửa ra vào, cửa sổ kín, ngăn chặn được động vật, côn trùng, vi sinh vật gây hại xâm nhập;
- Có hệ thống thông gió bảo đảm thông thoáng, thổi từ khu vực có yêu cầu vệ sinh cao sang khu vực có yêu cầu vệ sinh thấp hơn, không thổi từ khu vực vệ sinh sang khu vực sản xuất;
- Có hệ thống chiếu sáng bảo đảm kiểm soát được các thông số chất lượng, an toàn thực phẩm theo quy trình công nghệ; bóng đèn chiếu sáng trong khu vực chế biến phải được che chắn bằng hộp, lưới bảo đảm mảnh vỡ không rơi vào thực phẩm;
- Có nước sử dụng cho sơ chế, chế biến đáp ứng các quy định kỹ thuật tại Quy chuẩn kỹ thuật quốc gia QCVN 01:2009/BYT về chất lượng nước ăn uống; nước để vệ sinh nhà xưởng, trang thiết bị, dụng cụ đáp ứng Quy chuẩn kỹ thuật quốc gia QCVN 02:2009/BYT về chất lượng nước sinh hoạt. Đường ống nước dùng để sản xuất hơi nước, làm lạnh, phòng cháy, chữa cháy bố trí riêng, để phân biệt bằng màu sắc và tách biệt với hệ thống nước sử dụng cho sản xuất thực phẩm;
- Có thiết bị khí nén sử dụng cho sản xuất thực phẩm được xử lý, tách cặn bẩn, mùi;
- Có nhà vệ sinh tách biệt với khu vực sản xuất thực phẩm, cửa nhà vệ sinh không mở thông vào khu vực sản xuất; có phòng thay trang phục bảo hộ lao động;
- Có hệ thống thoát nước thải chảy từ khu vực yêu cầu vệ sinh cao sang khu vực yêu cầu vệ sinh thấp hơn.
d) Về thiết bị, dụng cụ
- Có thiết bị rửa tay, khử trùng, ủng; nơi rửa tay có nước sạch, xà phòng, nước sát trùng, khăn hoặc giấy lau tay sử dụng một lần hoặc có máy sấy khô;
- Có thiết bị, dụng cụ sơ chế, chế biến, chứa đựng, bao gói thực phẩm đáp ứng Quy chuẩn kỹ thuật quốc gia QCVN 12-1:2011/BYT về an toàn vệ sinh đối với bao bì, dụng cụ bằng nhựa tổng hợp tiếp xúc trực tiếp với thực phẩm; Quy chuẩn kỹ thuật quốc gia QCVN 12-2:2011/BYT về vệ sinh an toàn đối với bao bì, dụng cụ bằng cao su tiếp xúc trực tiếp với thực phẩm; Quy chuẩn kỹ thuật quốc gia QCVN 12-3:2011/BYT về vệ sinh an toàn đối với bao bì, dụng cụ bằng kim loại tiếp xúc trực tiếp với thực phẩm;
- Có thiết bị ngăn ngừa côn trùng và động vật gây hại xâm nhập;
- Có thiết bị, dụng cụ để giám sát, đánh giá các chỉ tiêu chất lượng, an toàn sản phẩm tương ứng với quy trình công nghệ;
- Dụng cụ thu gom chất thải rắn có nắp đậy và lưu trữ ở khu vực riêng biệt; dụng cụ chứa đựng chất thải nguy hại phải có ký hiệu và chỉ thị màu sắc để phân biệt chất thải nguy hại với chất thải khác.
(3) Nghị định 43/2017/NĐ-CP ngày 14/4/2017 của Chính phủ về nhãn hàng hoá.
Nghị định quy định nội dung, cách ghi và quản lý nhà nước về nhãn đối với hàng hoá lưu thông tại Việt Nam, hàng hoá nhập khẩu. Nội dung quy định về Ghi nhãn hàng hoá liên quan đến ATTP cũng được quy định trong Luật An toàn thực phẩm.
2. Các thông tư
(1) Văn bản hợp nhất Thông tư hướng dẫn quản lý phụ gia thực phẩm số 02/VBHN-BYT ngày 15/6/2015 của Bộ Y tế đối với Thông tư số 27/2012/TT-BYT ngày 30/11/2012 của Bộ Y tế Hướng dẫn quản lý phụ gia thực phẩm.
(2) Thông tư 50/2016/TT-BYT ngày 30/12/2016 của Bộ Y tế quy định giới hạn tối đa dư lượng thuốc bảo vệ thực vật trong thực phẩm.
(3) Thông tư 09/2018/TT-BYT ngày 27/4/2018 của Bộ Y tế ban hành danh mục hóa chất, chế phẩm diệt côn trùng, diệt khuẩn dùng trong gia dụng và y tế thuộc lĩnh vực quản lý nhà nước của Bộ Y tế được xác định mã số hàng hoá theo danh mục hàng hoá xuất khẩu, nhập khẩu Việt Nam.
(4) Thông tư 74/TT-BNNPTNT ngày 31/10/2011 của Bộ Nông nghiệp và Phát triển nông thôn quy định về truy xuất nguồn gốc, thu hồi và xử lý thực phẩm nông lâm sản không đảm bảo an toàn.
3. Các quy chuẩn kỹ thuật quốc gia
Các Quy chuẩn liên quan đến ATTP sau đây là bắt buộc áp dụng đối với những đối tượng quy định trong văn bản.
(1) QCVN 01:2009/BYT - Quy chuẩn kỹ thuật quốc gia về chất lượng nước ăn uống.
(2) QCVN 02:2009/BYT - Quy chuẩn kỹ thuật quốc gia về chất lượng nước sinh hoạt.
(3) QCVN 12-1:2011/BYT Quy chuẩn kỹ thuật quốc gia về an toàn vệ sinh đối với bao bì, dụng cụ tiếp xúc trực tiếp với thực phẩm bằng nhựa tổng hợp.
(4) QCVN 12-2:2011/BYT - Quy chuẩn kỹ thuật quốc gia về an toàn vệ sinh đối với bao bì, dụng cụ tiếp xúc trực tiếp với thực phẩm bằng cao su.
(5) QCVN 12-3:2011/BYT - Quy chuẩn kỹ thuật quốc gia về an toàn vệ sinh đối với bao bì, dụng cụ tiếp xúc trực tiếp với thực phẩm bằng kim loại.
(6) QCVN 12-4:2015/BYT - Quy chuẩn kỹ thuật quốc gia về vệ sinh an toàn đối với bao bì, dụng cụ làm bằng thủy tinh, gốm, sứ và tráng men tiếp xúc trực tiếp với thực phẩm.
(7) QCVN 8-1:2011/BYT Quy chuẩn kỹ thuật quốc gia về giới hạn an toàn cho phép đối với ô nhiễm độc tố vi nấm trong thực phẩm.
(8) QCVN 8-2:2011/BYT Quy chuẩn kỹ thuật quốc gia đối với giới hạn ô nhiễm kim loại nặng trong thực phẩm.
(9) QCVN 8-3:2012/BYT Quy chuẩn kỹ thuật quốc gia đối với ô nhiễm vi sinh vật trong thực phẩm.
(10) QCVN 22/2016/BYT - Quy chuẩn kỹ thuật quốc gia về chiếu sáng - Mức cho phép chiếu sáng nơi làm việc.
(11) QCVN 01-06 : 2009/BNNPTNT Quy chuẩn kỹ thuật quốc gia về Cơ sở chế biến cà phê - Điều kiện đảm bảo vệ sinh an toàn thực phẩm
(12) QCVN 01-07 : 2009/BNNPTNT Quy chuẩn kỹ thuật quốc gia về Cơ sở chế biến chè - Điều kiện đảm bảo vệ sinh an toàn thực phẩm
(13) QCVN 01-08 : 2009/BNNPTNT Quy chuẩn kỹ thuật quốc gia về Cơ sở chế biến điều - Điều kiện đảm bảo vệ sinh an toàn thực phẩm
(14) QCVN 01-09 : 2009/BNNPTNT Quy chuẩn kỹ thuật quốc gia về Cơ sở chế biến rau quả - Điều kiện đảm bảo vệ sinh an toàn thực phẩm
4. Các quyết định
(1) Quyết định số 21/2007/QĐ-BYT ngày 13/7/2007 của Bộ Y tế ban hành “Quy định về điều kiện sức khỏe đối với người tiếp xúc trực tiếp trong quá trình chế biến thực phẩm bao gói sẵn và kinh doanh thực phẩm ăn ngay”.
III. Hướng dẫn chung về điều kiện để đảm bảo an toàn thực phẩm đối với cơ sở chế biến nông sản
1. Về nhà xưởng chế biến
a. Địa điểm, môi trường
- Nhà xưởng chế biến được bố trí toàn bộ ở một khu vực riêng biệt, không chung lẫn trong các khu vực sinh hoạt hoặc các khu vực hoạt động khác.
- Tránh khu vực dễ bị ứ nước, ngập lụt, trừ khi có biện pháp bảo vệ, phòng ngừa hữu hiệu.
- Cách xa hoặc có biện pháp ngăn ngừa, giảm thiểu và loại bỏ hữu hiệu các nguy cơ ô nhiễm từ môi trường. Các nguồn có thể gây ô nhiễm là khu vực ô nhiễm bụi, chất độc hại, cống rãnh, nơi tập kết chất thải, công trình vệ sinh, nơi bày bán gia súc, gia cầm, khu vực có ô nhiễm môi trường do các hoạt động sản xuất công nghiệp, xây dựng, giao thông....
- Có đủ nguồn cung cấp điện, nước và thuận tiện về giao thông để phục vụ cho việc cung cấp và vận chuyển nguyên liệu, thành phẩm.
b. Thiết kế, bố trí nhà xưởng
- Có đủ diện tích để phân chia nhà xưởng thành các khu vực khác nhau và có sự phân cách cần thiết giữa các khu vực để tránh ô nhiễm chéo. Cơ sở tối thiểu phải có các khu vực sau:
+ Khu vực tiếp nhận nguyên liệu
+ Kho bảo quản nguyên liệu, phụ liệu;
+ Kho bảo quản phụ gia thực phẩm;
+ Khu vực sơ chế, chế biến;
+ Khu vực đóng gói;
+ Kho bảo quản sản phẩm;
+ Các khu vực phụ trợ khác như phòng kiểm tra chất lượng, khu vực điều hành, khu nhà ăn, khu vực vệ sinh cá nhân, khu vực chứa dụng cụ, hóa chất tẩy rửa, khu vực tập kết, xử lý chất thải, sân phơi...
- Các khu vực phục vụ trực tiếp cho chế biến được bố trí theo nguyên tắc một chiều từ nguyên liệu đầu vào cho đến sản phẩm cuối cùng để thuận lợi cho quá trình sản xuất, vận chuyển và làm sạch.
- Nơi tập kết, xử lý chất thải ở ngoài khu vực chế biến.
c. Kết cấu nhà xưởng
- Nhà xưởng có đủ kết cấu bao che (tường, cửa đi, cửa sổ, cửa kính). Kết cấu bao che và sàn nhà đảm bảo yêu cầu: làm bằng các vật liệu bền chắc, ít thấm nước, không đọng nước; không gây ảnh hưởng đến sản phẩm chế biến; thuận tiện cho việc vệ sinh công nghiệp; tránh sự xâm nhập và cư ngụ của sinh vật gây hại; tránh được ô nhiễm từ môi trường xung quanh.
- Trần nhà: phẳng, sáng màu, không dột, thấm nước, không rạn nứt, tránh bám, đọng các chất bẩn.
- Nền (sàn) nhà: phẳng, nhẵn, chịu tải trọng, dễ cọ rửa, vệ sinh, không trơn, không thấm nước, không đọng nước.
- Cửa ra vào làm bằng vật liệu chắc chắn, nhẵn, phẳng, ít thấm nước, đóng kín (tốt nhất là tự động đóng mở), thuận tiện cho việc làm vệ sinh, bảo đảm tránh được côn trùng, vật nuôi xâm nhập. Một số cơ sở có nguy cơ cao về ATTP (sản xuất thực phẩm bao gói sẵn, thực phẩm đóng hộp) cần thiết kế hố nước sát trùng ủng ở cửa ra vào.
- Cửa sổ: dễ lau chùi, được thiết kế chống bám bụi tối đa; có lưới bảo vệ tránh xâm nhập của côn trùng và động vật gây hại.
- Tường và góc tường nhà: Tường phải phẳng, sáng màu, không thấm nước hay đọng nước, làm bằng vật liệu không gây ô nhiễm đối với thực phẩm; các góc nhà có góc lượn rộng để dễ lau chùi.
- Cầu thang, bậc thềm và các kệ làm bằng vật liệu bền, không trơn, dễ vệ sinh và bố trí hợp lý.
- Đường nội bộ trong cơ sở được xây dựng đảm bảo vệ sinh, có hệ thống thoát nước tốt, không gây ô nhiễm. Ngoài các yêu cầu này, đường nội bộ để vận chuyển các nguyên liệu, bán thành phẩm và thành phẩm giữa các khu vực sản xuất cần có mái che.
- Các bề mặt tiếp xúc trực tiếp với sản phẩm: bền vững, dễ lau chùi, duy tu, bảo dưỡng và khử trùng. Phải làm bằng các vật liệu nhẵn, không thấm nước, không thôi nhiễm ra thực phẩm, không bị ăn mòn bởi các chất tẩy rửa, khử trùng trong điều kiện bình thường.
d. Hệ thống thông gió, hút bụi
Nhà xưởng cần có hệ thống thông gió, hút bụi đạt hiệu quả. Hướng của hệ thống thông gió, hút bụi phải đảm bảo thải được không khí nóng, các khí ngưng tụ, khói bụi ra ngoài (qua hệ thống xử lý chất thải); đảm bảo cho dòng khí chuyển động từ nơi có yêu cầu vệ sinh cao sang nơi có yêu cầu vệ sinh thấp hơn.
đ. Hệ thống chiếu sáng
Hệ thống chiếu sáng đáp ứng quy định tại QCVN 22/2016/BYT. Nhìn chung, cơ sở phải có nguồn ánh sáng tự nhiên hay nhân tạo, độ rọi (độ chiếu sáng) phải đảm bảo: khu vực kiểm tra sản phẩm tối thiểu 500 lux, khu vực chế biến tối thiểu 300 lux, các khu vực khác trong xưởng sản xuất tối thiểu 200 lux. Các bóng đèn đều được che chắn an toàn và dễ dàng tháo lắp khi cần thiết.
e. Hệ thống vệ sinh công nghiệp
Nhà xưởng được trang bị, lắp đặt các thiết bị, phương tiện, dụng cụ để vệ sinh, tẩy rửa đường ống, thiết bị và thu gom, thoát nước, xử lý chất thải có hiệu quả. Các chất dùng để tẩy rửa và sát trùng dụng cụ chứa đựng thực phẩm được đựng trong bao bì dễ nhận biết và có hướng dẫn sử dụng phù hợp với đặc điểm kỹ thuật. Các chất tẩy rửa để cách biệt với nơi sản xuất, chế biến, bảo quản thực phẩm. Chỉ sử dụng chất tẩy rửa đáp ứng theo quy định tại Luật Hóa chất và thuộc danh mục cho phép.
g. Hệ thống phòng, chống côn trùng và sinh vật gây hại
- Thiết bị phòng chống côn trùng, động vật gây hại được làm bằng vật liệu không gỉ, dễ tháo, hợp vệ sinh, đảm bảo phòng chống hiệu quả côn trùng và động vật gây hại.
- Không sử dụng thuốc, động vật để diệt chuột, côn trùng và động vật gây hại trong khu vực sản xuất, chế biến thực phẩm.
h. Kho bảo quản nguyên liệu, bán thành phẩm và thành phẩm
Nhà kho đảm bảo các yêu cầu sau:
- Có kết cấu vững chắc, được làm từ vật liệu không thấm nước, dễ dàng làm sạch và bảo dưỡng;
- Ngăn ngừa được ảnh hưởng của nhiệt độ, độ ẩm, côn trùng, động vật, bụi bẩn, mùi lạ từ môi trường xung quanh;
- Bảo đảm đủ ánh sáng; có hệ thống thông gió hoạt động tốt; đảm bảo nhiệt độ theo yêu cầu bảo quản của nguyên liệu, sản phẩm.
- Có đầy đủ giá, kệ, pallet, xe đẩy, thang nâng để phục vụ vận chuyển, sắp xếp nguyên liệu, sản phẩm. Các giá kệ và tấm pallet được làm từ chất liệu không gây nhiễm bẩn nguyên liệu bảo quản. Các xe đẩy, thang nâng phải đảm bảo vệ sinh.
- Bao bì bảo quản nguyên liệu phải khô, sạch, không chứa các chất gây nhiễm bẩn; không bị thủng rách, đứt chỉ; không được tái sử dụng các bao bì đựng phân bón, thuốc bảo vệ thực vật để bảo quản nguyên liệu. Miệng bao được khâu kín bằng dây không phải là kim loại, không gây ô nhiễm nguyên liệu, đảm bảo bền chắc.
- Bao bì, thùng hộp bảo quản thành phẩm làm từ vật liệu không gây ô nhiễm sản phẩm; đảm bảo kín, chống được sự xâm nhập của côn trùng. Bao bì bảo quản phải đáp ứng các quy định hiện hành về bao bì của Bộ Y tế.
Nếu bảo quản nguyên liệu trong bồn chứa, bồn chứa phải được đảm bảo các yêu cầu sau:
- Được chế tạo từ vật liệu bền vững, chắc chắn, không gây thôi nhiễm cho sản phẩm khi bảo quản, ngăn chặn được sự xâm nhập của côn trùng và động vật gây hại; tránh được ẩm.
- Được thiết kế cho phép lưu thông hiệu quả nguyên liệu theo nguyên tắc vào trước - ra trước; dễ dàng làm sạch, bảo dưỡng; có thông gió đầy đủ; có hệ thống kiểm soát độ ẩm.
- Bồn chứa và khu vực xung quanh sạch sẽ, khô ráo.
Nhà kho được quét dọn sạch sẽ; cần có chương trình làm vệ sinh, cả vệ sinh hàng hoá rơi vãi lẫn vệ sinh thông thường để tránh rác và chất bẩn tích tụ lại trên sàn nhà kho; có chương trình kiểm tra định kỳ động vật gây hại; kiểm soát được nhiệt độ và độ ẩm.
i. Kho bảo quản phụ gia thực phẩm
Đảm bảo nhiệt độ trong kho theo yêu cầu về nhiệt độ bảo quản của phụ gia thực phẩm; ngăn ngừa được ảnh hưởng của nhiệt độ, độ ẩm, côn trùng, động vật, bụi bẩn, mùi lạ và các tác động xấu của môi trường; có các giá, kệ hợp lý để sắp xếp các loại phụ gia thực phẩm theo cách dễ nhận biết. Bao bì, thùng hộp bảo quản phụ liệu, phụ gia đảm bảo không gây ô nhiễm cho sản phẩm, có nhãn mác đầy đủ.
k. Khu vực Kỹ thuật - KCS
Cơ sở sản xuất có khu vực Kỹ thuật - KCS được bố trí riêng biệt nhưng thuận tiện cho việc quản lý kỹ thuật và kiểm soát chất lượng trong quá trình sản xuất. Khu vực Kỹ thuật - KCS được trang bị tối thiểu là các máy móc, thiết bị, dụng cụ để đo đạc, kiểm tra các chỉ tiêu chất lượng thông thường.
2. Các khu vực và hệ thống phụ trợ
a. Sân phơi
Sân phơi hoặc giá phơi bằng vật liệu không gây thôi nhiễm vào sản phẩm phơi; đủ ánh nắng và gió; dễ thoát nước; thuận tiện cho việc cào đảo, thu gom và vệ sinh.
b. Hệ thống cung cấp điện, nước
Có hệ thống cấp điện và nước đảm bảo yêu cầu cho sản xuất và sinh hoạt. Chất lượng nước ăn uống, nước sử dụng cho chế biến và sinh hoạt phải phù hợp với các quy định hiện hành.
c. Hệ thống cung cấp hơi nước và khí nén
- Hơi nước và khí nén sử dụng cho sản xuất, chế biến phải bảo đảm sạch, an toàn, không gây ô nhiễm cho thực phẩm.
- Nước dùng để sản xuất hơi nước, làm lạnh, phòng cháy, chữa cháy hay sử dụng với mục đích khác phải có đường ống riêng, chỉ thị màu riêng để phân biệt và không được nối với hệ thống nước sử dụng cho sản xuất thực phẩm.
d. Hệ thống xử lý chất thải, rác thải
- Có đủ dụng cụ thu gom chất thải, rác thải; dụng cụ làm bằng vật liệu ít bị hư hỏng, bảo đảm kín, có nắp đậy, có khoá trong các trường hợp cần thiết.
- Dụng cụ chứa đựng chất thải nguy hiểm phải được thiết kế đặc biệt, dễ phân biệt để tránh nhầm lẫn khi dùng, khi cần có thể khoá để tránh sự nhiễm bẩn thực phẩm do cố ý hay vô ý.
- Hệ thống xử lý chất thải được vận hành thường xuyên và có khả năng xử lý chất thải đạt yêu cầu về bảo vệ môi trường.
d. Hệ thống vệ sinh cá nhân
Có phòng thay trang phục bảo hộ lao động, vệ sinh cá nhân cho người chế biến trước khi vào ca sản xuất và sau khi hết ca sản xuất. Phòng thay trang phục bảo hộ lao động, vệ sinh cá nhân trước khi vào ca sản xuất được bố trí tại cửa vào của các phân xưởng, phải có đủ trang phục bảo hộ lao động sạch với (tối thiểu là áo, mũ, giày hoặc dép riêng đối với khu vực chế biến, thêm khẩu trang và găng tay đối với khu vực đóng gói) cho toàn bộ công nhân trong mỗi ca sản xuất.
Có nơi rửa tay cho người lao động. Nơi rửa tay được trang bị đủ bồn rửa tay với số lượng ít nhất 01 bồn rửa tay/50 công nhân, có đủ nước sạch, xà phòng, khăn lau tay dùng một lần hay máy sấy khô tay.
Có đủ nhà vệ sinh với số lượng ít nhất 01 nhà vệ sinh cho mỗi 25 người cùng giới tính; Nhà vệ sinh cách biệt khu vực sản xuất và các kho bảo quản, có ánh sáng và thông gió tốt, không gây ô nhiễm về mùi, chất bẩn vào khu sản xuất; được trang bị dụng cụ rửa tay, xà phòng, chất tẩy rửa; dễ vệ sinh và thoát nước; có bảng chỉ dẫn “Rửa tay sau khi ra khỏi nhà vệ sinh”.
3. Thiết bị, máy móc và dụng cụ chế biến
a. Thiết bị, máy móc, dụng cụ chế biến có các thông số kỹ thuật phù hợp với công suất chế biến, phương pháp chế biến và yêu cầu của sản phẩm; có quy trình vận hành, sử dụng rõ ràng, dễ hiểu.
b. Các thiết bị, máy móc, dụng cụ được lắp đặt tại các vị trí thuận tiện cho các hoạt động, làm sạch và bảo dưỡng và (giữa nền với tường, bệ thiết bị, máy móc phải có góc lượn rộng); đảm bảo nguyên tắc một chiều theo quy trình sản xuất.
c. Các bề mặt tiếp xúc trực tiếp với nguyên phụ liệu, bán thành phẩm, thành phẩm trong quá trình chế biến được làm từ vật liệu bền chắc, đảm bảo không thôi nhiễm ra sản phẩm, không có các chất gây ô nhiễm sản phẩm như dầu mỡ bôi trơn, tồn dư chất tẩy rửa, mảnh vụn kim loại, gỉ sét; không gây độc, không gây mùi vị lạ so với mùi vị của thực phẩm ban đầu. Vật liệu chế tạo dụng cụ, thiết bị chắc chắn, dễ vệ sinh; Thiết kế chế tạo của thiết bị phải dễ di chuyển, tháo lắp để bảo dưỡng, làm sạch, khử trùng, giám sát các mối nguy về vệ sinh, an toàn thực phẩm trong trường hợp cần thiết.
d. Có đủ thiết bị, dụng cụ giám sát, đo lường để đánh giá được các chỉ tiêu chất lượng thực phẩm. Thiết bị, dụng cụ giám sát, kiểm soát được độ chính xác và được bảo dưỡng, kiểm định định kỳ theo quy định.
e. Tất cả các thiết bị, máy móc và dụng cụ trong chế biến được làm sạch thường xuyên và bảo dưỡng, kiểm tra kiểm định định kỳ theo hướng dẫn của từng thiết bị, máy móc để đảm bảo sẵn sàng sử dụng một cách chính xác, hiệu quả.
4. Về con người
a. Yêu cầu về kiến thức, kỹ năng, thái độ của người sản xuất
Công nhân trực tiếp sản xuất hiểu biết rõ về cấu tạo, chức năng, quy trình vận hành của các thiết bị, máy móc trong công đoạn; mục đích và các biến đổi của nguyên vật liệu xảy ra trong công đoạn chế biến; các nguyên tắc đảm bảo an toàn lao động, an toàn và vệ sinh thực phẩm. Có hiểu biết và khả năng nhận biết các loại nguyên vật liệu, phụ gia thực phẩm, bán thành phẩm, thành phẩm. Có kinh nghiệm nhận biết và phân biệt các hiện tượng bình thường và bất thường xảy ra trong quá trình thao tác công đoạn.
Toàn bộ người trực tiếp tham gia quá trình sản xuất và chủ cơ sở chế biến phải có Giấy xác nhận kiến thức an toàn thực phẩm do cơ quan có thẩm quyền cấp theo quy định.
Người sản xuất có ý thức tôn trọng và tuân thủ các quy định, nội quy của cơ sở; có trách nhiệm trong công việc và phối hợp tốt với các bộ phận, người sản xuất khác trong dây chuyền sản xuất.
b. Yêu cầu về sức khỏe
Người sản xuất được kiểm tra sức khỏe trước khi được tuyển dụng và định kỳ 1 năm/lần. Người sản xuất trực tiếp phải đảm bảo sức khỏe theo quy định.
Trước mỗi ca sản xuất, người sản xuất trực tiếp tự khai báo sức khỏe cá nhân với cấp trên (tổ trưởng) khi có vấn đề về sức khỏe. Tất cả các công nhân có biểu hiện lâm sàng các bệnh truyền nhiễm (lao, kiết lị, thương hàn, ỉa chảy, tả, mụn nhọt, són đái, són phân, viêm gan siêu vi trùng, viêm mũi, viêm họng mủ), bệnh ngoài không được vào khu vực sản xuất.
Có quy trình lấy thông tin về sức khỏe của khách tham quan khu vực sản xuất nhằm đảm bảo không có nguồn lây nhiễm từ khách tham quan.
5. Yêu cầu về thực hành vệ sinh trong sản xuất
a. Vệ sinh cá nhân người sản xuất
Tất cả người sản xuất có ý thức giữ gìn vệ sinh cá nhân tốt, rửa tay sạch sẽ trước khi vào khu vực chế biến, sau khi đi vệ sinh, sau khi tiếp xúc với các nguyên liệu, sản phẩm có thể gây ô nhiễm, tránh tiếp xúc với các vật nhiễm bẩn.
Người sản xuất không được hút thuốc, khạc nhổ, nhai hay ăn, tránh hắt hơi hay ho khi tiếp xúc với sản phẩm chưa được bao gói; không đeo trang sức, đồng hồ, các vật dụng khác; không trang điểm; không được để móng tay dài khi tham gia sản xuất.
Người sản xuất trực tiếp tuân thủ đúng yêu cầu về bảo hộ lao động (yêu cầu cụ thể tùy theo mỗi công đoạn).
Khách tham quan và nhân viên vào khu vực sản xuất có bảo hộ lao động và thực hiện vệ sinh cá nhân như người sản xuất.
Trang phục bảo hộ lao động được mặc ngay trước khi vào khu vực sản xuất và thay ngay khi ra khỏi khu vực sản xuất, được làm sạch, sấy khô sau mỗi lần thay.
b. Bảo dưỡng và vệ sinh nhà xưởng, thiết bị
Có chương trình và phương pháp làm vệ sinh, tần suất thực hiện.
Cần định kỳ làm sạch, bảo dưỡng và sửa chữa sàn nhà, tường, trần nhà và các thiết bị cố định trên tường hoặc trên trần nhà, cũng như kiểm tra tất cả các khe hở, vết nứt.
Khu vực nhà xưởng, khu vực vận hành và các khu vực xung quanh được giữ sạch, không có nước đọng và ẩm bề mặt. Có hệ thống thoát nước đầy đủ. Tránh tích tụ rác và chất thải có thể là khu vực ẩn náu cho động vật gây hại, như các loài gặm nhấm, gián và kiến.
Thiết bị, máy móc và dụng cụ sử dụng trong quá trình chế biến được làm sạch và bảo dưỡng để sử dụng hiệu quả. Sau khi làm sạch, thiết bị, máy móc và dụng cụ được cất giữ tại khu vực riêng.
Cần lập chương trình hoạt động hiệu quả ứng dụng, kiểm tra, bảo dưỡng và sửa chữa các thiết bị, máy móc và dụng cụ sử dụng trong quá trình chế biến.
c. Kiểm soát côn trùng và động vật gây hại
Cần có các phương pháp hiệu quả để kiểm soát và ngăn ngừa sự xâm nhập của côn trùng, vật nuôi và động vật gây hại vào khu vực chế biến, đặc biệt là khu vực đóng gói và bảo quản sản phẩm. Tất cả những khoảng trống, cống rãnh và các khu vực nơi mà động vật gây hại có khả năng xâm nhập phải được đóng kín, ví dụ bằng lưới, lưới che hoặc tấm chắn nhựa. Cần kiểm tra thường xuyên địa bàn hoạt động, điều tra các dấu vết của động vật gây hại để kiểm soát kịp thời. Diệt côn trùng và động vật gây hại bằng hóa chất hoặc các phương pháp vật lý, sinh học mà không làm mất an toàn sản phẩm.
Cần thực hiện thực hành vệ sinh tốt để tránh tạo ra môi trường thuận lợi cho sự xâm nhập của các động vật gây hại vào khu vực chế biến: duy trì thường xuyên sự sạch sẽ của khu vực chế biến cả bên trong lẫn bên ngoài.
d. Xử lý chất thải, vật liệu chưa sử dụng hoặc không liên quan
Nguyên liệu, sản phẩm không đủ tiêu chuẩn và chất thải cần được tách riêng khỏi khu vực chế biến và được lưu giữ, xử lý hợp vệ sinh.
Thiết bị, dụng cụ chưa sử dụng hoặc không liên quan được đưa ra khỏi khu vực chế biến, bảo quản và lưu giữ riêng trong khu vực quy định.
Nhà xưởng và các khu vực xung quanh có hệ thống thoát nước tốt. Rác từ khu vực chế biến không được dồn lại trên nền nhà xưởng hay đổ xuống cống rãnh mà phải được thu gom vào những dụng cụ thích hợp và được xử lý kịp thời. Các cống rãnh không được thiết kế bố trí ngay giữa tòa nhà hoặc khu vực chế biến vì chúng có thể tạo lối đi cho động vật mang bệnh.
6. Về quản lý chất lượng trong quá trình sản xuất
Để kiểm soát ATTP trong quá trình chế biến, cơ sở sản xuất phải đáp ứng các yêu cầu sau:
a. Có tổ, nhóm hoặc người có chuyên môn phù hợp để quản lý chất lượng và ATTP trong sản xuất.
b. Có quy trình, hồ sơ truy xuất nguồn gốc nguyên liệu, sản phẩm theo quy định.
c. Có quy trình, biện pháp phù hợp để kiểm soát quá trình sản xuất, đảm bảo chất lượng và ATTP cho sản phẩm theo tiêu chuẩn mô tả. Các quy trình, biện pháp này được thể hiện bằng văn bản lưu tại hồ sơ và được phổ biến đầy đủ đến người sản xuất.
d. Chỉ được sử dụng các chất hỗ trợ chế biến, phụ gia thực phẩm trong danh mục cho phép.
đ. Có mô tả chất lượng sản phẩm nội bộ và hồ sơ chứng minh chất lượng (hợp đồng mua bán, phiếu kiểm nghiệm định kỳ theo quy định). Chất lượng sản phẩm tối thiểu phải đạt yêu cầu tại các quy chuẩn kỹ thuật quốc gia và các quy định hiện hành.
e. Nhãn sản phẩm tuân thủ quy định hiện hành và các quy chuẩn, tiêu chuẩn kỹ thuật quốc gia tương ứng (nếu có).
7. Về hồ sơ tài liệu
Cơ sở chế xây dựng và duy trì các tài liệu, hồ sơ liên quan đến hoạt động sản xuất, chế biến.
a. Hệ thống tài liệu
Hệ thống tài liệu gồm có tối thiểu các tài liệu sau:
(1) Quy trình sản xuất, chế biến;
(2) Quy trình, thủ tục kiểm tra, bảo dưỡng, kiểm định máy móc, thiết bị, dụng cụ;
(3) Quy trình, thủ tục kiểm tra, quản lý chất lượng sản phẩm;
(4) Quy phạm vệ sinh, tối thiểu gồm có:
- Tính an toàn của nguồn nước sử dụng cho chế biến hoặc sử dụng để làm sạch các bề mặt tiếp xúc với sản phẩm;
- Điều kiện, thủ tục vệ sinh máy móc, thiết bị, dụng cụ.
- Điều kiện, thủ tục vệ sinh cá nhân và bảo hộ lao động;
- Kiểm soát sức khỏe công nhân;
- Vệ sinh các bề mặt tiếp xúc trực tiếp với sản phẩm (máy móc, trang thiết bị, dụng cụ);
- Ngăn ngừa sự ô nhiễm chéo từ các vật thể không sạch vào thực phẩm, vật liệu đóng gói nguyên liệu, sản phẩm và các bề mặt khác tiếp xúc với sản phẩm, kể cả các dụng cụ, găng tay và quần áo bảo hộ, từ các sản phẩm nguyên liệu truyền sang các sản phẩm đang chế biến;
- Bảo vệ không cho sản phẩm, vật liệu đóng gói nguyên liệu, sản phẩm và các bề mặt tiếp xúc với sản phẩm bị nhiễm bẩn bởi dầu nhờn, nhiên liệu, các loài côn trùng, hóa chất lau chùi, chất làm vệ sinh, chất kết tủa và các hóa chất khác, các chất gây nhiễm bẩn;
- Kiểm soát động vật gây hại;
- Kiểm soát tái chế sản phẩm lỗi.
b. Hệ thống hồ sơ theo dõi quá trình chế biến
Hệ thống hồ sơ gồm có:
(1) Tiếp nhận nguyên liệu và xuất nguyên liệu;
(2) Các thông số chất lượng nguyên liệu, sản phẩm được theo dõi mỗi ca sản xuất và lô hàng;
(3) Quản lý sử dụng phụ gia thực phẩm;
(4) Quản lý sử dụng hóa chất tẩy rửa, làm sạch;
(5) Đánh giá tình trạng máy móc, thiết bị mỗi ca sản xuất;
(6) Bảo dưỡng định kỳ máy móc, thiết bị;
(7) Làm sạch và vệ sinh công nghiệp, thu gom xử lý chất thải sau mỗi ca sản xuất và định kỳ;
(8) Kiểm tra sức khỏe người sản xuất và khách tham quan mỗi ca sản xuất và định kỳ; đào tạo, tập huấn người sản xuất.
(9) Nhập, xuất kho thành phẩm theo lô hàng.
c. Tất cả các hồ sơ và tài liệu liên quan đến các hoạt động phải được lưu giữ ít nhất 3 năm. Đối với các hồ sơ thiết bị, máy móc, dụng cụ, phải được lưu giữ cho đến khi hết sử dụng. Hồ sơ phải được lưu giữ có hệ thống để dễ dàng cho việc tìm kiếm, điều tra và truy xuất.
HƯỚNG DẪN CỤ THỂ ĐỐI VỚI MỘT SỐ CƠ SỞ CHẾ BIẾN NÔNG SẢN
I. Sơ đồ quy trình chế biến chung
1. Chế biến ướt
Cà phê quả tươi → Lựa chọn, phân loại → Xát → Ngâm ủ → Rửa nhớt → Làm khô → Sàng tạp chất → Xát cà phê thóc khô → Đánh bóng → Phân loại nhân → Phối trộn → Cân, đóng bao → Bảo quản.
2. Chế biến khô
Cà phê quả tươi → Lựa chọn, phân loại → Làm khô → Xát cà phê quả khô → Làm sạch → Đánh bóng → Phân loại nhân → Phối trộn → Cân, đóng bao, bảo quản.
Quy trình trên bao gồm các công đoạn chính, trên thực tế có thể có thêm các công đoạn khác tùy thuộc đặc thù của cơ sở.
II. Hướng dẫn thực hành đối với các công đoạn chế biến
Các biện pháp thực hành đảm bảo ATTP chủ yếu giảm thiểu nguy cơ nhiễm Ochratoxin A theo TCVN 9703:2013 Quy phạm thực hành để ngăn ngừa và giảm thiểu nhiễm Ochratoxin A trong cà phê. Sau đây là các hướng dẫn cụ thể.
1. Chế biến ướt
(1) Xử lý nguyên liệu: Quả tươi cho chế biến ướt được lựa chọn, làm sạch và phân loại đáp ứng TCVN 9728:2012- Cà phê quả tươi. Cụ thể:
| Chỉ tiêu | Tỷ lệ quả chín, % | Tỷ lệ quả khô, quả chùm, quả xanh, % | Tỷ lệ quả lép, % | Tỷ lệ tạp chất và quả xanh non, % | Tỷ lệ quả thối, mốc, % |
|
| ≥ 90 | ≤ 9 | ≤ 3 | ≤ 1 | ≤ 1 |
(2) Công đoạn xát tươi
Sử dụng máy xát và có quy trình xát phù hợp để tránh làm dập nát hư hỏng cà phê. Có thể dùng lên men để loại bỏ thịt quả.
(3) Công đoạn ngâm ủ: Các bể ủ cà phê phải có mái che, không được phơi nắng đống ủ.
(4) Làm sạch nhớt: nước làm sạch nhớt nên sử dụng nước đạt chất lượng sinh hoạt theo quy định tại Quy chuẩn kỹ thuật quốc gia QCVN 02:2009/BYT - Chất lượng nước sinh hoạt. Nếu dùng nước hồi lưu chỉ nên dùng cho các giai đoạn đầu của làm sạch nhớt.
Quá trình lên men nên càng ngắn càng tốt (từ 12 h đến 36 h) đủ để nhớt phân hủy đến mức có thể rửa được. Cần có thủ tục và tần suất theo dõi quá trình lên men, phương pháp nhận biết loại và mức độ nhiễm bệnh (trong quả cà phê nguyên liệu) và nhiệt độ xung quanh để đảm bảo quá trình lên men diễn ra bình thường.
Cà phê quả tươi loại hai, vẫn có thể coi là sản phẩm, được tách ra trong quá trình phân loại hoặc bằng những cách khác và đưa trở lại chế biến, cần có một chương trình kiểm soát cụ thể như áp dụng thực hành phơi sấy tốt, phơi sấy riêng chứ không chung lẫn cà phê loại một.
Cần xác định và thực hiện thủ tục rửa (ví dụ cân, đếm số lượng nhân vỡ, nhân bị bóp, nhân bị tróc vỏ trấu, những vật không phải là cà phê và lượng nước đã dùng).
Vỏ quả và bã thải trong công đoạn xát, ngâm ủ, đánh nhớt được tận dụng tối đa để xử lý thành các sản phẩm mang lại giá trị gia tăng và bảo vệ môi trường, như làm phân bón, khí biogas.
(5) Làm khô
Cà phê thóc ướt được làm ráo nước, sau đó đưa đi làm khô ngay.
Trong quá trình phơi, cà phê được rải trên mặt sân xi măng hay sân gạch, các tấm bạt, vải nhựa, những tấm cót bằng tre hay bằng dứa sợi, các giàn phơi phủ bằng các tấm kim loại hoặc lưới mắt cá.
Sân phơi phải ở xa các nguồn nhiễm bẩn như nơi nhiều bụi, phải nhận được ánh nắng tối đa và không khí lưu thông trong hầu hết cả ngày để làm hạt cà phê khô nhanh. Tránh nơi có bóng râm và ở nơi thấp.
Mặt sân phơi cần được chọn lựa tùy theo tình hình khí hậu trong vùng, giá thành và chất lượng sản phẩm phơi khô vì bất kỳ loại mặt sân nào đều có những mặt lợi và bất lợi. Đất trống không thích hợp ở vùng nhiều mưa. Những tấm bạt nhựa làm ẩm lớp cà phê ở dưới, xúc tiến sự sinh trưởng của nấm. Ở vùng nhiều mưa hoặc ẩm ướt, cà phê cần được đậy lại và lại trải ra khi sân khô. Nếu phơi cà phê thóc, phải đảm bảo mặt sân có thể quét, rửa được để tránh bị làm bẩn.
Tiến độ và tổng thời gian thu hoạch phải dựa vào diện tích sân phơi sẵn có và thời gian trung bình cần thiết để phơi, xem xét đến cả hai trường hợp thời tiết tốt và xấu.
Trong quá trình phơi, phải kết hợp những biện pháp thực hành sau đây:
+ Chỉ phơi cà phê thành lớp mỏng, độ dày từ 3 cm đến 5 cm, tương đương với từ 25 kg/m2 đến 35 kg/m2 cà phê thóc ướt hay cà phê quả tươi. Trong một số trường hợp (chẳng hạn như độ ẩm không khí thấp, không khí tuần hoàn tốt và nắng to, hay là ở vùng khô thường xuyên), có thể phơi dày hơn.
+ Đảo các lớp cà phê thường xuyên trong ngày phơi để phơi nhanh hơn, giảm rủi ro nấm phát triển và để có sản phẩm chất lượng cao hơn.
+ Cho thông khí cà phê ướt vào ban đêm để tránh tụ hơi ẩm. Sau một ngày phơi cà phê thóc hay ba ngày phơi quả cà phê, cần đánh đống cà phê và che phủ vào ban đêm hay khi thời tiết có mưa để tránh cà phê ẩm trở lại.
+ Không để lẫn các loại cà phê với nhau hay cà phê được hái vào các ngày khác nhau. Dùng ký hiệu riêng để nhận biết từng loại cà phê và ngày thu hoạch.
+ Bảo vệ sân phơi khỏi động vật vì chúng có thể là nguồn của ô nhiễm sinh học cho cà phê phơi.
+ Kiểm tra đinh kỳ mọt đục quả cà phê và dịch hại khác bằng việc áp dụng quản lý dịch bệnh tổng hợp trên sân phơi.
+ Kiểm tra quá trình phơi thường xuyên (độ ẩm dưới 12,5 % cho cả cà phê thóc và cà phê quả). Trước khi cà phê khô hoàn toàn 2 hoặc 3 ngày, bắt đầu lấy mẫu ở các điểm khác nhau và sau đó tiếp tục đánh giá lại hàng ngày cho đến khi cà phê đạt hàm lượng ẩm mong muốn. Các dụng cụ đo phải phù hợp với quy mô sân phơi và được hiệu chuẩn theo phương pháp quy định tại TCVN 6928 (ISO 6673) Cà phê nhân - Xác định hao hụt khối lượng ở 105 °C.
+ Tránh cà phê bị ẩm trở lại vì sẽ thúc đẩy nấm sinh trưởng nhanh chóng và tăng khả năng nhiễm OTA.
- Huấn luyện đầy đủ và thực tế cho công nhân làm việc trên sân phơi, bao gồm cả việc sử dụng dụng cụ đo độ ẩm.
- Sửa chữa, làm sạch, bảo vệ và giữ gìn các thiết bị ở nơi sạch sẽ cho đến mùa sau. Dụng cụ đo độ ẩm phải kiểm tra chéo và hiệu chuẩn hàng năm trước khi vào vụ mới theo phương pháp quy định tại TCVN 6928 (ISO 6673) - Cà phê nhân - Xác định sự hao hụt khối lượng ở 105°C.
- Máy sấy thường được dùng như là một cách bổ sung sau khi phơi, nhưng ở một số vùng, máy sấy đóng vai trò quan trọng trong quá trình làm khô. Cần kiểm soát máy sấy theo hai thông số: nhiệt độ đầu vào và độ dài thời gian sấy. Vấn đề chung nhất với sấy bằng máy là làm khô quá mức, dẫn đến mất khối lượng và giảm thu nhập. Vấn đề khác là các hạt đen từ hạt non do chịu nhiệt độ đầu vào cao làm giảm chất lượng sản phẩm.
Độ ẩm của cà phê thóc sau làm khô tối đa 13%.
(6) Tách tạp chất: Cà phê thóc khô, cà phê quả khô trước khi đưa vào máy xát khô phải qua phân loại tách bớt tạp chất.
(7) Xát cà phê thóc khô: Cà phê thóc khô, cà phê quả khô đưa vào máy xay xát phải đảm bảo độ ẩm ≤ 13%, nhiệt độ khối cà phê khô không quá 30°C.
Cà phê sau khi xay xát phải đảm bảo chỉ số: Tỷ lệ cà phê còn nguyên quả không quá 5%.
(8) Đánh bóng: Cà phê đưa vào máy đánh bóng có tỷ lệ vỏ trấu lẫn không quá 5%, nhiệt độ của cà phê ra khỏi máy đánh bóng không quá 55°C; độ sạch vỏ lụa của cà phê sau đánh bóng phải đạt ít nhất 70% đối với cà phê mít và cà phê vối, ít nhất 90% đối với cà phê chè.
(9) Phân loại, cân, đóng bao cà phê nhân
- Cà phê sau khi phân cấp, phân loại theo kích thước, trọng lượng và màu sắc đảm bảo tiêu chuẩn.
Cà phê nhân sau kiểm tra, phân loại được đóng bao ngay.
- Bao bì đóng gói khô, sạch, không nhiễm bẩn. Miệng bao được khâu kín bằng dây làm từ các chất liệu không phải là kim loại, đảm bảo bền chắc. Không tái sử dụng các bao bì phân bón, hóa chất, thức ăn chăn nuôi để chứa cà phê.
(10) Bảo quản cà phê nhân
Cà phê nhân sau khi đóng bao nếu chưa xuất xưởng phải cho vào kho bảo quản cẩn thận. Bao xếp thành từng lô gọn gàng trong kho, cách tường kho 0,5m, không để sản phẩm trực tiếp dưới nền kho. Không để lẫn các vật dụng, các sản phẩm có thể gây ô nhiễm trong kho.
2. Chế biến khô
(1) Xử lý nguyên liệu
Quả tươi cho chế biến khô được lựa chọn, làm sạch và phân loại đáp ứng TCVN 9728:2012- Cà phê quả tươi. Cụ thể:
| Chỉ tiêu | Tỷ lệ quả chín, % | Tỷ lệ quả khô, quả chùm, quả xanh, % | Tỷ lệ quả lép, % | Tỷ lệ tạp chất và quả xanh non, % | Tỷ lệ quả thối, mốc, % |
|
| ≥ 80 | ≤ 15 | ≤ 5 | ≤ 2 | ≤ 1 |
(2) Làm khô cà phê quả tươi
Quả tươi cần được làm khô ngay trong ngày hái khi có thể. Nếu quả hái về còn để trong bao hay chất đống đến cả tuần lễ sẽ làm nhiệt độ khối quả tăng cao và lên men nhanh chóng, sự lên men này khác về bản chất so với quá trình lên men áp dụng trong chế biến ướt, dẫn đến giảm chất lượng và tăng rủi ro về OTA trong sản phẩm.
Quá trình làm khô tương tự như đối với làm khô cà phê thóc đối với chế biến ướt.
(3) Các công đoạn Tách tạp chất, Xát cà phê quả khô, Đánh bóng, Phân loại, Cân - đóng bao, bảo quản:
Tương tự các công đoạn này đối với chế biến ướt.
Vỏ khô được thu gom để xử lý tiếp theo thành các sản phẩm có giá trị sử dụng cao hơn và giảm thiểu ô nhiễm môi trường.
III. Yêu cầu về chất lượng sản phẩm
Cà phê nhân thành phẩm đáp ứng TCVN 4193:2015 Cà phê nhân hoặc các tiêu chuẩn của người mua theo thỏa thuận mua bán.
Ngoài ra, chất lượng sản phẩm phải đạt yêu cầu tại quy chuẩn kỹ thuật quốc gia:
- QCVN 01-26: 2010/BNNPTNT - Quy chuẩn kỹ thuật quốc gia: Cà phê nhân - Các chỉ tiêu vệ sinh an toàn thực phẩm
Các phương pháp thử đối với các chỉ tiêu được quy định trong các quy chuẩn, tiêu chuẩn quốc gia áp dụng.
B. CƠ SỞ CHẾ BIẾN CÀ PHÊ RANG XAY VÀ HÒA TAN
I. Sơ đồ quy trình chế biến chung
1. Cà phê rang xay
Cà phê nhân → Làm sạch, phân loại (nếu cần) → Rang → Phối trộn phụ gia, Ủ → Xay → Đóng gói → Bảo quản.
2. Cà phê hòa tan
Cà phê nhân → Làm sạch, phân loại (nếu cần) → Rang → Xay → Trích ly → Cô đặc → Sấy → Phối trộn → Đóng gói → Bảo quản.
Trên đây là quy trình gồm có các công đoạn chính, ngoài ra tùy điều kiện, đặc thù của cơ sở mà có thêm các công đoạn khác.
II. Hướng dẫn thực hành đối với các công đoạn chế biến
1. Cà phê rang xay
(1) Tiếp nhận, bảo quản và xử lý nguyên liệu
Nguyên liệu cà phê nhân dùng để chế biến cà phê bột đáp ứng yêu cầu của từng hạng và loại cà phê theo tiêu chuẩn quốc gia TCVN 4193:2014 - Cà phê nhân hoặc theo tiêu chuẩn nguyên liệu của cơ sở được mô tả tại hồ sơ chứng nhận cơ sở đủ điều kiện đảm bảo ATTP.
Cần lấy mẫu ngẫu nhiên để kiểm tra các chỉ tiêu về kích thước, màu sắc, mùi, độ ẩm, tỷ lệ lẫn cà phê khác loại, tỷ lệ khối lượng nhân lỗi (nhân đen, nhân nâu, nhân non), tạp chất theo các phương pháp quy định tại TCVN 4193:2014 - Cà phê nhân hoặc các phương pháp tương đương.
Xe và dụng cụ vận chuyển, bốc dỡ, lấy mẫu cà phê nhân phải đảm bảo vệ sinh nhằm không chứa chất gây nhiễm bẩn cho nguyên liệu cà phê và kho chứa.
Trong quá trình bốc dỡ, sắp xếp các bao cà phê, tránh không làm thủng rách hoặc bẩn mặt ngoài bao cà phê.
Nếu đổ nguyên liệu cà phê vào bồn chứa, cần đảm bảo gầu tải cà phê nhân, đường ống, xe nâng đảm bảo vệ sinh, không chứa chất gây nhiễm bẩn cho cà phê. Trong quá trình đổ nguyên liệu vào bồn chứa, cần tránh để bụi, vật thể lạ rơi vào bồn chứa.
Cà phê nhân được bảo quản trong bao hoặc trong các bồn chứa, không được đổ đống trong kho. Quá trình bảo quản tuân thủ các quy định, hướng dẫn tại TCVN 6602:2013 (ISO 8455:2011) Cà phê nhân - hướng dẫn bảo quản và vận chuyển.
(2) Rang cà phê nhân
Quá trình vận chuyển cà phê nhân từ khu vực bảo quản nguyên liệu sang khu vực rang phải đảm bảo cho cà phê không bị nhiễm bẩn từ không khí, từ các thiết bị, dụng cụ, bao bì vận chuyển, người sản xuất.
Phải chắc chắn công nhân vận hành máy rang nắm rõ và tuân thủ quy trình vận hành của các máy móc, thiết bị và kỹ thuật rang theo từng loại nguyên liệu.
Theo dõi chặt chẽ nhiệt độ, thời gian rang và độ chín của hạt cà phê rang để đảm bảo cà phê được rang theo đúng yêu cầu kỹ thuật, không bị cháy hoặc cháy cục bộ. Nếu có rang các nguyên liệu thay thế cà phê khác (các loại hạt có chứa tinh bột), cần tuân thủ TCVN 9776:2013 (CAC/RCP 67-2009) - Quy phạm thực hành giảm Acrylamide trong thực phẩm.
Nếu làm nguội cà phê hạt rang trên khay hở có cào đảo, cần đảm bảo vệ sinh của khay chứa cà phê cũng như dụng cụ cào đảo.
Cà phê làm nguội đạt yêu cầu phải được đưa đi xử lý công đoạn tiếp theo, không để tồn trên khay làm nguội.
Nếu thiết bị rang không tích hợp tính năng tách tạp chất nhẹ trong quá trình rang, cần có công đoạn tách các tạp chất nhẹ như vỏ lụa cháy, các mảnh nhỏ cháy từ cà phê rang. Công đoạn này có thể thực hiện bằng máy hoặc thủ công nhưng đảm bảo không gây nhiễm bẩn cho sản phẩm.
Quá trình vận chuyển cà phê rang từ khu vực rang sang khu vực phối trộn, ủ phải đảm bảo cho cà phê không bị nhiễm bẩn từ không khí, từ các thiết bị, dụng cụ, bao bì vận chuyển, người sản xuất.
Nếu cà phê rang chưa được xử lý ngay ở công đoạn tiếp theo thì có thể được bảo quản tạm thời trong các bao bì, thùng hay bồn chứa phù hợp. Trong trường hợp này, cần có kho riêng bảo quản bán thành phẩm (cà phê rang) với yêu cầu theo quy định như mục 4.3.2.
Lấy mẫu để kiểm tra chất lượng cà phê rang. Cà phê rang phải phù hợp với tiêu chuẩn TCVN 5250:2015 - Cà phê rang hoặc tiêu chuẩn của cơ sở phù hợp với hồ sơ công bố sản phẩm.
Việc lấy mẫu kiểm tra bán thành phẩm trong quá trình này phải đảm bảo không gây nhiễm bẩn cho sản phẩm (không dùng tay lấy mẫu, không bốc mẫu để kiểm tra rồi đổ lại, dụng cụ lấy mẫu phải sạch sẽ, không gây nhiễm bẩn, không làm thủng rách bao bì làm đổ cà phê ra ngoài).
Sau mỗi mẻ rang, tiến hành làm vệ sinh máy rang và khu vực rang theo thủ tục vệ sinh quy định. Tiến hành ghi chép vào sổ theo dõi.
(3) Phối trộn, ủ cà phê rang
Chỉ sử dụng các phụ gia thực phẩm trong danh mục cho phép với liều lượng cho phép theo quy định.
Đảm bảo lấy chính xác loại và khối lượng các phụ gia thực phẩm. Có các dụng cụ lấy và chứa đựng riêng cho từng loại phụ gia, có ghi nhãn hay ký hiệu trên dụng cụ để tránh nhầm lẫn khi cân, đong các loại phụ gia để chuẩn bị phối trộn. Việc chuẩn bị các loại phụ gia được thực hiện tại khu vực bảo quản phụ gia, ngay trước khi cần sử dụng đến và được ghi chép vào sổ theo dõi theo từng mẻ.
Phải đậy kín nắp thùng, hộp lớn, gói kín túi lớn đựng các phụ gia còn lại sau khi lấy một phần để sử dụng.
Quá trình vận chuyển và bàn giao phụ gia sang khu vực phối trộn cần đảm bảo không làm nhiễm bẩn các chất phụ gia. Có ghi chép vào sổ theo dõi tại khu vực phối trộn.
Trộn các loại phụ gia theo trình tự yêu cầu, không trộn chung các loại phụ gia trước khi trộn vào sản phẩm trừ khi hướng dẫn sử dụng của phụ gia cho phép điều đó. Không sử dụng tay trong quá trình phối trộn. Thiết bị trộn, dụng cụ chứa đựng và cào đảo được làm từ chất liệu đảm bảo không phản ứng với các chất phụ gia, không thôi nhiễm ra sản phẩm và được vệ sinh sạch sẽ, khô ráo trước khi sử dụng.
Cà phê sau khi trộn được chuyển đi ủ trong các dụng cụ, bồn chứa phù hợp, có nắp đậy kín, không gây nhiễm bẩn cho sản phẩm. Việc lấy mẫu kiểm tra bán thành phẩm trong quá trình này phải đảm bảo không gây nhiễm bẩn cho sản phẩm (không dùng tay lấy mẫu, không bốc mẫu để kiểm tra rồi đổ lại, dụng cụ lấy mẫu phải sạch sẽ, không gây nhiễm bẩn).
Sau mỗi mẻ trộn, ủ, cần vệ sinh thiết bị, dụng cụ bằng các biện pháp thích hợp để tránh lưu cữu các chất thực phẩm bám vào bề mặt thiết bị, dụng cụ.
(4) Xay cà phê rang, đóng gói cà phê bột
Quá trình vận chuyển cà phê rang từ khu vực bảo quản bán thành phẩm sang khu vực xay, đóng gói phải đảm bảo cho cà phê không bị nhiễm bẩn từ không khí, từ các thiết bị, dụng cụ, bao bì vận chuyển, người sản xuất.
Phải chắc chắn công nhân vận hành máy xay nắm rõ và tuân thủ quy trình vận hành của các máy móc, thiết bị và kỹ thuật xay.
Trong thời gian làm nguội tự nhiên bột cà phê (nếu có) cần đảm bảo cho sản phẩm không bị ô nhiễm các chất bẩn từ không khí và hoạt động của người sản xuất trong khu vực xay, đóng gói.
Kiểm tra chất lượng sản phẩm trước khi đóng gói. Việc lấy mẫu kiểm tra phải đảm bảo không gây nhiễm bẩn cho sản phẩm. Trong quá trình đóng gói cà phê phải kiểm tra từng bao bì sau khi đóng gói, trước khi xếp vào các bao bì lớn.
Định kỳ kiểm tra ngẫu nhiên độ kín của bao bì sau khi đóng gói cà phê.
(5) Bảo quản và vận chuyển cà phê bột
Cà phê bột được bảo quản riêng ở kho bảo quản sản phẩm. Xếp các bao bì lớn cà phê trên các pallet hay giá, kệ theo nguyên tắc vào trước - ra trước và cách tường tối thiểu 30 cm, cách trần tối thiểu 450 cm và cách sàn tối thiểu 15 cm.
Trong quá trình bốc xếp, vận chuyển cà phê đảm bảo không làm rách bao bì đóng gói. Phương tiện vận chuyển phải khô, sạch, không có mùi lạ, không bị ướt khi mưa.
2. Cà phê hòa tan
(1) Tiếp nhận, bảo quản và xử lý nguyên liệu
Nguyên liệu dùng để chế biến cà phê hòa tan là cà phê tự nhiên, sạch, không chứa các chất gây hại cho sức khỏe con người. Nếu dùng các nguyên liệu thay thế khác, thì nguyên liệu thay thế đó phải đảm bảo tiêu chuẩn quy định của thực phẩm và chỉ được thay thế ở một tỷ lệ cho phép (nếu có). Cần lấy mẫu ngẫu nhiên để kiểm tra các chỉ tiêu về kích thước, màu sắc, mùi, độ ẩm, tỷ lệ lẫn cà phê khác loại, tỷ lệ khối lượng nhân lỗi (nhân đen, nhân nâu, nhân non), tạp chất theo các phương pháp quy định tại TCVN 4193:2014 - Cà phê nhân hoặc các phương pháp tương đương.
Xe và dụng cụ vận chuyển, bốc dỡ, lấy mẫu cà phê nhân phải đảm bảo vệ sinh nhằm không chứa chất gây nhiễm bẩn cho nguyên liệu cà phê và kho chứa.
Trong quá trình bốc dỡ, sắp xếp các bao cà phê, tránh không làm thủng rách hoặc bẩn mặt ngoài bao cà phê.
Nếu đổ nguyên liệu cà phê vào bồn chứa, cần đảm bảo gầu tải cà phê nhân, đường ống, xe nâng đảm bảo vệ sinh, không chứa chất gây nhiễm bẩn cho cà phê. Trong quá trình đổ nguyên liệu vào bồn chứa, cần tránh để bụi, vật thể lạ từ vỏ bao bì rơi vào bồn chứa.
Cà phê nhân được bảo quản trong bao hoặc trong các bồn chứa, không được đổ đống trong kho. Quá trình bảo quản tuân thủ các quy định, hướng dẫn tại TCVN 6602:2013 (ISO 8455:2011) Cà phê nhân - Hướng dẫn bảo quản và vận chuyển.
(2) Rang cà phê nhân
Quá trình vận chuyển cà phê nhân từ khu vực bảo quản nguyên liệu sang khu vực rang phải đảm bảo cho cà phê không bị nhiễm bẩn từ không khí, từ các thiết bị, dụng cụ, bao bì vận chuyển, người sản xuất.
Phải chắc chắn công nhân vận hành máy rang nắm rõ và tuân thủ quy trình vận hành của các máy móc, thiết bị và kỹ thuật rang theo từng loại nguyên liệu.
Theo dõi chặt chẽ nhiệt độ, thời gian rang và độ chín của hạt cà phê rang để đảm bảo cà phê được rang theo đúng yêu cầu kỹ thuật, không bị cháy hoặc cháy cục bộ. Nếu có rang các nguyên liệu thay thế cà phê khác (các loại hạt có chứa tinh bột), cần tuân thủ TCVN 9776:2013 (CAC/RCP 67-2009) - Quy phạm thực hành giảm Acrylamide trong thực phẩm.
Thiết bị rang cần được tích hợp tính năng tách tạp chất nhẹ trong quá trình rang.
Quá trình vận chuyển cà phê rang từ khu vực rang sang các khu vực chế biến tiếp theo phải đảm bảo cho cà phê không bị nhiễm bẩn từ không khí, từ các thiết bị, dụng cụ, bao bì vận chuyển, người sản xuất.
Nếu cà phê rang chưa được xử lý ngay ở công đoạn tiếp theo thì có thể được bảo quản tạm thời trong các bao bì, thùng hay bồn chứa phù hợp. Trong trường hợp này, cần có kho riêng bảo quản bán thành phẩm (cà phê rang) với yêu cầu theo quy định như đối với kho bảo quản sản phẩm, ngoài ra phải đảm bảo nhiệt độ kho luôn mát.
Việc lấy mẫu kiểm tra bán thành phẩm trong quá trình này phải đảm bảo không gây nhiễm bẩn cho sản phẩm (không dùng tay lấy mẫu, không bốc mẫu để kiểm tra rồi đổ lại, dụng cụ lấy mẫu phải sạch sẽ, không gây nhiễm bẩn, không làm thủng rách bao bì làm đổ cà phê ra ngoài).
Sau mỗi mẻ rang, tiến hành làm vệ sinh máy rang và khu vực rang theo thủ tục vệ sinh quy định. Tiến hành ghi chép vào sổ theo dõi.
(3) Xay, trích ly, lọc, cô đặc, sấy, phối trộn
Phải chắc chắn công nhân vận hành các công đoạn nắm rõ và tuân thủ quy trình vận hành của các máy móc, thiết bị và kỹ thuật thực hiện các công đoạn.
Chỉ sử dụng các phụ gia thực phẩm trong danh mục cho phép với liều lượng cho phép theo quy định.
Đảm bảo lấy chính xác loại và khối lượng các phụ gia thực phẩm. Có các dụng cụ lấy và chứa đựng riêng cho từng loại phụ gia, có ghi nhãn hay ký hiệu trên dụng cụ để tránh nhầm lẫn khi cân, đong các loại phụ gia để chuẩn bị phối trộn. Việc chuẩn bị các loại phụ gia được thực hiện tại khu vực bảo quản phụ gia, ngay trước khi cần sử dụng đến và được ghi chép vào sổ theo dõi theo từng mẻ.
Phải đậy kín nắp thùng, hộp lớn, gói kín túi lớn đựng các phụ gia còn lại sau khi lấy một phần để sử dụng.
Quá trình vận chuyển và bàn giao phụ gia sang khu vực phối trộn cần đảm bảo không làm nhiễm bẩn các chất phụ gia. Có ghi chép vào sổ theo dõi tại khu vực phối trộn.
Trộn các loại phụ gia theo trình tự yêu cầu, không trộn chung các loại phụ gia trước khi trộn vào sản phẩm trừ khi hướng dẫn sử dụng của phụ gia cho phép điều đó. Không sử dụng tay trong quá trình phối trộn. Thiết bị trộn, dụng cụ chứa đựng và cào đảo được làm từ chất liệu đảm bảo không phản ứng với các chất phụ gia, không thôi nhiễm ra sản phẩm và được vệ sinh sạch sẽ, khô ráo trước khi sử dụng.
Cà phê hòa tan nếu chưa được đóng gói ngay cần được bảo quản trong bao bì kín ở nhiệt độ mát trong kho bảo quản riêng.
(4) Đóng gói cà phê hòa tan
Quá trình vận chuyển cà phê hòa tan từ khu vực bảo quản bán thành phẩm sang khu vực đóng gói phải đảm bảo cho cà phê không bị nhiễm bẩn từ không khí, từ các thiết bị, dụng cụ, bao bì vận chuyển, người sản xuất.
Kiểm tra chất lượng sản phẩm trước khi đóng gói. Việc lấy mẫu kiểm tra phải đảm bảo không gây nhiễm bẩn cho sản phẩm. Trong quá trình đóng gói cà phê phải kiểm tra từng bao bì sau khi đóng gói, trước khi xếp vào các bao bì lớn.
Định kỳ kiểm tra ngẫu nhiên độ kín của bao bì sau khi đóng gói cà phê.
(5) Bảo quản và vận chuyển cà phê hòa tan
Cà phê hòa tan được bảo quản riêng ở kho bảo quản sản phẩm. Xếp các bao bì lớn cà phê trên các pallet hay giá, kệ theo nguyên tắc vào trước - ra trước; không xếp trực tiếp lên sàn nhà.
Trong quá trình bốc xếp, vận chuyển cà phê đảm bảo không làm rách bao bì đóng gói. Phương tiện vận chuyển phải khô, sạch, không có mùi lạ, không bị ướt khi mưa.
III. Yêu cầu về chất lượng sản phẩm
Sản phẩm cà phê đáp ứng các quy định của nhà nước (như đã nêu tại phần Hướng dẫn chung). Tiêu chuẩn đối với cà phê bột là TCVN 5251:2015 - Cà phê bột. Cà phê hòa tan đáp ứng tiêu chuẩn quốc gia và các quy định khác (nếu có).
I. Sơ đồ quy trình chế biến chung
1. Hạt Điều nhân
Tiếp nhận nguyên liệu → Làm sạch và phân cỡ hạt → Xử lý hạt → Cắt vỏ cứng → Sấy → Bóc vỏ lụa → Phân loại, khử trùng → Đóng gói, bảo quản → Vận chuyển.
2. Hạt điều rang muối
Loại 1: Hạt điều rang muối (còn vỏ lụa)
Tiếp nhận nguyên liệu → Làm sạch và phân cỡ hạt → Xử lý hạt → Cắt vỏ cứng → Sấy → Phân loại, khử trùng → Rang muối → Đóng gói, bảo quản → Vận chuyển.
Loại 2: Hạt điều rang muối (đã bóc vỏ lụa)
Tiếp nhận nguyên liệu → Làm sạch và phân cỡ hạt → Xử lý hạt → Cắt vỏ cứng → Sấy → Bóc vỏ lụa → Phân loại, khử trùng → Rang muối → đóng gói, bảo quản → Vận chuyển.
Trên đây là quy trình gồm có các công đoạn chính, ngoài ra tùy điều kiện, đặc thù của cơ sở mà có thêm các công đoạn khác.
II. Hướng dẫn thực hành đối với các công đoạn chế biến
1. Hạt điều nhân
(1) Tiếp nhận nguyên liệu:
Nguyên liệu (hạt điều thô) không bị nhiễm nấm mốc, sâu bệnh, nhiễm khuẩn, vi sinh vật gây hại và màu sắc tự nhiên. Tạp chất tối đa 0,5%, cỡ hạt tối đa 220 hạt/kg (tính theo trọng lượng), có độ ẩm tối đa 10% và nhân tốt thu hồi tối thiểu 46,1% (tính theo trọng lượng). Nếu nguyên liệu là hạt điều tươi, chưa đạt đến độ ẩm tối ưu, cần tiến hành công đoạn phơi hạt điều.
Sân phơi: Sân phơi có thể là sân bê tông ciment, bê tông nhựa nóng hoặc sân đất nhưng phải có lót bạt, sân phải đủ nắng, thoát nước tốt, bằng phẳng để dễ đảo trộn, dễ làm vệ sinh. Tuyệt đối không gần các nguồn ô nhiễm (chất thải, động vật gây hại,...).
Hạt điều được trải đều trên sân, độ dày không quá 10 cm, tương đương khoảng 60 kg hạt/m2. Hạt điều cần phải được thường xuyên đảo đều đảm bảo các hạt tiếp nhận ánh sáng mặt trời như nhau.
Quá trình phơi có thể từ 01-03 ngày tùy vào điều kiện khí hậu của địa phương. Sau đó hạt được đưa vào chế biến hoặc bảo quản trong các kho chứa nguyên liệu.
Kho nguyên liệu: Kho phải đảm bảo thông thoáng, sạch sẽ, nguyên liệu phải được xếp trên giá, kệ và cách tường tối thiểu 0.5m, đảm bảo không bị nhiễm bẩn và giảm thiểu suy giảm chất lượng.
Nguyên liệu phải được phân riêng theo nguồn gốc đầu vào, có lý lịch trên mỗi cây hàng, bao gồm tối thiểu một số thông tin:
+ Nguồn gốc nguyên liệu
+ Số lượng (bao), trọng lượng (kg)
+ Chất lượng (số hạt, độ ẩm, thu hồi...)
+ Ngày nhập vào.
(2) Làm sạch và phân cỡ hạt:
Là công đoạn sử dụng máy sàng để loại bỏ tạp chất, phân loại ra 02 cỡ: cỡ lớn (max 160 hạt/kg trở xuống) và cỡ nhỏ (max 240 hạt/kg) mà không làm ảnh hưởng đến cấu trúc và hình dáng của hạt điều. Trong quá trình phân cỡ phải loại bỏ được tạp chất (đất, đá, cát, dây nilon…).
Vật liệu chế tạo máy sàng phải là thép không gỉ. Máy sàng phải được vệ sinh thường xuyên, tần suất vệ sinh phụ thuộc vào số lần sử dụng.
(3) Xử lý hạt (hấp/chao dầu):
Nguyên liệu được xử lý bằng một trong hai phương pháp: Phương pháp chao hoặc hấp.
Khuyến khích sử dụng phương pháp hấp, phần thiết bị tiếp xúc với hạt được làm bằng thép không gỉ (chú ý hạt đưa vào hấp phải có độ ẩm đồng đều tối đa là 10%).
Quá trình hấp nhằm làm mềm vỏ điều để dễ dàng tách lớp vỏ cứng và vỏ lụa, thuận tiện cho việc tiến hành cắt tách. Để có hiệu quả cao, quá trình hấp cần được cài đặt thời gian, áp suất và khối lượng tương ứng với quy mô của cơ sở chế biến. Nồi hơi và máy hấp hạt điều được vệ sinh và kiểm tra, bảo dưỡng định kỳ theo quy định của từng loại thiết bị.
Sau khi hấp, nguyên liệu được tải ra trải mỏng làm nguội bằng quạt gió, làm hạt nguội càng nhanh càng tốt nhằm làm vỏ hạt co rút nhanh tạo khoảng cách giữa nhân và vỏ điều. Tránh nhiệt độ cao kéo dài khi hấp nếu không nhân điều sẽ bị nám vàng, giảm chất lượng thành phẩm đồng thời hạt điều trở nên khó cắt và khó bóc vỏ lụa trong các công đoạn chế biến sau.
(4) Cắt vỏ cứng:
Trước khi đưa vào cắt vỏ cứng, phải tiếp tục kiểm tra để hạt điều không lẫn đất đá, dây nilon, cuống hạt. Phải có các băng tải thu gom nhân, vỏ cứng hạt điều. Các hạt cắt không thành công phải được để riêng, nhất là hạt bể vỡ để tránh nhiễm dầu điều vào nhân.
Dao cắt vỏ cứng phải là thép hợp kim không gỉ và máng trượt, modul cắt làm bằng vật liệu inox hoặc thép không gỉ.
Máy cắt vỏ cứng cần được vệ sinh hàng ngày, kiểm tra, bảo dưỡng định kỳ, đảm bảo dầu điều, dầu máy không dính vào sản phẩm.
(5) Sấy:
Quá trình sấy nhằm dễ dàng tách lớp vỏ lụa ra khỏi nhân điều, diệt vi sinh vật gây bệnh, quá trình sấy cần được cài đặt thời gian và nhiệt độ thích hợp.
Trước khi sấy, nhân phải được kiểm tra và nên sấy riêng nhân nguyên và nhân bị vỡ. Nhân phải được trải đều trên mặt khay, khay sấy được đục lỗ. Khay sấy, xe sấy làm bằng inox, phòng sấy được bố trí nơi khô ráo, sạch. Trong phòng sấy phải bố trí cửa thông gió, quạt đảo chiều.
Nhiệt độ sấy khoảng 82°C cho nhân tươi còn vỏ lụa và 72°C cho nhân đã bóc vỏ lụa (sấy bổ sung).
(6) Bóc vỏ lụa:
Trước khi bóc vỏ lụa, nhân hạt điều phải có độ ẩm khoảng 5%, nhân nguyên được bóc riêng, nhân bị vỡ được bóc riêng, nhân điều có nguồn gốc xuất xứ khác nhau cũng phải được bóc riêng.
Thiết bị bóc vỏ lụa phải được vệ sinh sạch. Cần đảm bảo nhân hạt điều không bị dập, dính dầu máy.
Máy bóc vỏ lụa, gồm trống quay, trục máy, thân máy, nồi bóc vỏ lụa, lồng tách nhân bể, phễu nạp liệu, hệ thống thu gom bụi, sườn băng tải được làm bằng vật liệu thích hợp, ví dụ: inox 304.
Bố trí sản xuất tập trung bóc vỏ lụa bằng máy hoặc thủ công, không đưa ra bóc vỏ lụa ở các hộ gia đình.
Những hạt còn sót vỏ lụa được chuyển đến phân xưởng để tiến hành dích vỏ (gia công bóc vỏ lụa), công đoạn này sử dụng hoàn toàn lao động thủ công.
(7) Phân loại, khử trùng:
Phân loại nhân điều theo cảm quan về màu sắc và cỡ hạt. Thông thường, nhân điều được kiểm tra phân loại bằng máy bắn màu, sau đó được người kiểm soát lại trên băng tải. Các thiết bị phân loại làm bằng vật liệu thích hợp, đảm bảo không thôi nhiễm vào sản phẩm.
Nhằm tăng thời gian bảo quản sản phẩm, tiêu diệt và ngăn ngừa sự phát triển của côn trùng trong sản phẩm. Việc xông khử trùng sản phẩm bằng hóa chất được phép sử dụng trong thời gian khoảng 24-36 giờ. Ví dụ:
- Xông khử trùng bằng phương pháp nhiệt (ECo2) trong phòng được thiết kế theo tiêu chuẩn.
- Xông khử trùng bằng thuốc Phoxtocxin (PH3) phải do công ty khử trùng thực hiện, hoặc do nhà sản xuất thực hiện nhưng phải có giấy chứng nhận hành nghề.
(8) Đóng gói sản phẩm:
Đóng gói sản phẩm: Để bảo quản sản phẩm được tốt, tăng tính cảm quan, hạn chế sự phát triển của vi sinh vật gây bệnh, hạn chế côn trùng xâm nhập thì đòi hỏi nhân điều sau khi xông khử trùng, cần được đóng vào các túi PE và hút chân không, nạp khí CO2 hoặc N2 theo tỷ lệ 60:40.
Nhân điều được đóng trong bao PE (Plastic) với khối lượng là 25LBS hoặc 50LBS, được bảo quản bởi thùng carton 05 lớp, đai nẹp chắc chắn, mặt ngoài của carton được kẻ ký nhãn hiệu theo quy định hoặc thỏa thuận của người mua và người bán hoặc theo quy định của nước xuất và nhập khẩu
Tất cả trang thiết bị tại khâu đóng gói phải làm vệ sinh với tần suất tối thiểu 1 lần/ngày.
Kho thành phẩm sau đóng gói phải thông thoáng, nhiệt độ ổn định, tốt nhất là nhiệt độ phòng thí nghiệm.
(9) Bảo quản và vận chuyển:
Sản phẩm cần được bảo quản trong điều kiện thích hợp nhằm duy trì chất lượng, hạn chế sự phát triển vi sinh vật gây bệnh, hạn chế sự xâm nhập của côn trùng và động vật gây hại.
Phương tiện vận chuyển có sàn, vách, trần phải sạch, không mùi lạ, có đủ lỗ thông gió.
2. Chế biến hạt điều rang muối
(1) Công đoạn tương tự như với chế biến nhân điều trắng (như sơ đồ nêu trên) là:
- Đối với chế biến hạt điều rang muối đã bóc vỏ lụa: Tiếp nhận nguyên liệu; Làm sạch và phân cỡ hạt; Xử lý hạt; Cắt vỏ cứng; Sấy; Bóc vỏ lụa; Phân loại khử trùng.
- Đối với chế biến hạt điều rang muối còn vỏ lụa: Tiếp nhận nguyên liệu; Làm sạch và phân cỡ hạt; Xử lý hạt; Cắt vỏ cứng; Sấy; Phân loại khử trùng.
(2) Rang muối:
Muối sử dụng trong chế biến hạt điều rang muối là chuyên dụng để rang điều, phù hợp với TCVN 3974:2015 Muối thực phẩm.
Thiết bị rang hạt điều được chế tạo từ vật liệu thích hợp (ví dụ: inox 304), thiết kế có vách ngăn đứt quãng như những cánh quạt, giúp hạt điều và muối được tự động đảo đều với nhau, đồng thời có gắn môtơ quay tròn đều và môtơ cho máy tự nâng lên và đổ hạt điều ra.
Hạt điều được sử dụng rang muối có thể dưới dạng còn vỏ lụa hoặc đã được bóc vỏ lụa, tùy vào nhu cầu của người sử dụng. Yêu cầu chung khi rang là lượng muối phải bao trọn hạt điều để khi hạt điều áp sát vào thành thiết bị rang sẽ không bị cháy xém, giảm chất lượng, thẩm mỹ.
Người vận hành thiết bị rang hạt điều cần được tập huấn, nắm rõ các yêu cầu, đảm bảo điều chỉnh nhiệt độ thích hợp và định kỳ đảo sơ để hạt điều không bị áp sát liên tục vào thành thiết bị.
Sau khi hoàn tất quá trình rang, hạt điều được tải ra, trải đều trên mặt sàng có chất liệu phù hợp, mắt sàng có kích thước đảm bảo muối và hạt điều được tách rời và thời gian nguội hạt nhanh nhất, tránh làm ảnh hưởng đến phẩm chất hạt. Khi hạt nguội hoàn toàn, tiến hành đóng gói, ghi nhãn, phù hợp với các tiêu chuẩn hiện hành.
Thiết bị rang cần được vệ sinh hàng ngày, kiểm tra, bảo dưỡng định kỳ để đảm bảo vận hành an toàn, hợp vệ sinh.
(3) Bảo quản, vận chuyển: Tương tự hạt điều nhân trắng.
III. Yêu cầu về chất lượng sản phẩm
Tiêu chuẩn áp dụng cho Nhân hạt điều là TCVN 4850:2010 Nhân hạt điều.
Đối với hạt điều rang muối, áp dụng các quy định chung của nhà nước.
1. Chế biến tiêu đen
Nguyên liệu → Làm sạch (tách tạp chất, đá sỏi) → Phân loại theo kích cỡ → Phân loại bằng khí động học → Phân loại tỷ trọng xoắn ốc → Rửa bằng hơi nước → Sấy → Làm nguội sau sấy → Đóng gói → Bảo quản
2. Chế biến tiêu trắng từ tiêu đen
Nguyên liệu → Ngâm ủ → Xát vỏ đen và rửa → Phơi sấy → Tẩy trắng → Phơi sấy → Làm sạch, phân loại → Đóng gói → Bảo quản.
Quy trình trên bao gồm các công đoạn chính, trên thực tế có thể thay đổi tùy thuộc vào công nghệ, thiết bị của cơ sở nhưng sản phẩm phải đảm bảo tiêu chuẩn chất lượng và an toàn thực phẩm.
II. Hướng dẫn thực hành đối với các công đoạn chế biến
1. Chế biến tiêu đen
(1) Nguyên liệu: trước khi đưa vào chế biến hạt tiêu nguyên liệu phải được kiểm soát chất lượng (dung trọng, độ ẩm, tạp chất) nguồn gốc xuất xứ, phải đạt tiêu chuẩn kỹ thuật và đảm bảo ATTP mới được đưa vào chế biến. Cụ thể:
Hạt tiêu đen không được có nấm mốc, côn trùng và các phần xác của côn trùng nhìn thấy được (bằng mắt thường và kể cả kính lúp), độ ẩm không lớn hơn 13% và đáp ứng các yêu cầu kỹ thuật đối với hạt tiêu đen chưa chế biến được quy định tại tiêu chuẩn quốc gia TCVN 7036:2008 Hạt tiêu đen (Piper Nigrum L.) Quy định kỹ thuật và các yêu cầu về an toàn thực phẩm theo quy định của Bộ Y tế (Thông tư số 50/2016/TT-BYT ngày 30 tháng 12 năm 2016 của Bộ trưởng Bộ Y tế quy định giới hạn tối đa dư lượng thuốc bảo vệ thực vật trong thực phẩm; QCVN 8-2:2011/BYT Quy chuẩn kỹ thuật quốc gia đối với giới hạn ô nhiễm kim loại nặng trong thực phẩm; QCVN 8-1:2011/BYT Quy chuẩn kỹ thuật quốc gia về giới hạn an toàn cho phép đối với ô nhiễm độc tố vi nấm trong thực phẩm)
(2) Công đoạn làm sạch (tách tạp chất, đá sạn)
Hạt tiêu nguyên liệu được đưa vào sàng tạp chất để loại bỏ các tạp chất lớn (như cành cây, dây nilon,...) và loại bỏ những hạt tiêu nhỏ lọt dưới mắt sàng đường kính 2,5mm.
Ngoài ra, một số loại sàng có gắn một bộ phận từ tính nên sàng tạp chất còn có tác dụng tách sắt thép lẫn trong nguyên liệu.
Hạt tiêu nguyên liệu sau khi rời khỏi sàng tạp chất có kích thước trong khoảng từ 2,5 mm đến 6,5 mm và vẫn còn lẫn những hạt sạn cùng kích cỡ với hạt tiêu.
Sau đó hạt tiêu được đưa qua máy tách đá sạn. Máy tách đá sạn hoạt động dựa trên nguyên lý khác biệt về tỷ trọng của các hạt cùng kích cỡ. Hạt tiêu nhẹ hơn sẽ được một luồng khí nâng lên tạo thành một dòng chảy song song với lưới sàng để chảy ra ngoài. Trong khi đó, hạt đá sạn nặng hơn sẽ rơi xuống và được tách riêng ra.
(3) Công đoạn phân loại theo kích cỡ
Sau khi được tách tạp chất, hạt tiêu được chuyển vào sàng phân loại, thường sử dụng máy sàng lắc phẳng. Sàng phân loại có các lưới sàng kích cỡ mắt lưới khác nhau, thông thường bao gồm 3 lưới sàng có đường kính mắt lưới: 4,5mm, 4,9mm và 5,5mm. (Tùy theo mục đích sản xuất công đoạn này có thể thay đổi lưới sàng cho phù hợp). Hạt tiêu sau khi làm sạch phân ra làm 4 dòng sản phẩm:
• Hạt có đường kính từ 2,5mm - 4,5mm
• Hạt có đường kính từ 4,5mm - 4,9mm
• Hạt có đường kính từ 4,9mm - 5,5mm
• Và hạt có đường kính lớn hơn 5,5mm
Hạt tiêu đã phân loại kích cỡ được đưa vào 4 thùng chứa. Từ 4 thùng chứa này, ta có thể phối trộn các loại hạt theo yêu cầu thành phẩm để xuất khẩu hoặc tiếp tục đưa vào chế biến.
(4) Công đoạn phân loại bằng khí động học
Hạt tiêu sau khi phân loại theo kích cỡ vẫn còn những hạt tiêu nhẹ và xốp không bị loại ra do cùng kích cỡ.
Hạt tiêu được đưa vào thiết bị phân loại bằng khí động học gọi là Catador. Trong thiết bị này có một dòng khí thổi từ dưới lên trên theo chiều thẳng đứng. Do vậy, các hạt tiêu xốp và nhẹ sẽ được nâng lên và thoát ra ngoài còn các hạt chắc thì lơ lửng và được tách ra theo một đường khác.
(5) Công đoạn phân loại tỷ trọng xoắn ốc
Hạt tiêu sau quá trình làm sạch, phân loại theo kích cỡ và phân loại bằng khí động học vẫn còn những hạt khác nhau về hình dạng: móp méo hoặc tròn hay còn lẫn những cọng tiêu.
Máy phân loại hình dạng kiểu xoắn ốc được cấu tạo bởi những vách ngăn xoắn ốc quanh trục thẳng đứng. Hỗn hợp hạt tiêu gồm hạt tiêu biến dạng và hạt tròn được nạp vào miệng trên của máy phân loại.
Vì hạt tiêu chảy xuống theo chiều xoắn ốc dưới tác động của trọng lực, các hạt tròn xoay tròn nên gia tốc tăng dần đến một điểm mà chúng xoay tròn theo độ nghiêng vách ngăn nằm rìa ngoài và được tách ra, còn những hạt biến dạng khi rơi tự do trên máng xoắn ốc bị lực ma sát cao hơn tốc độ dòng chảy không bằng hạt tròn. Do đó các hạt biến dạng chảy gần hơn trục của máy xoắn ốc và được đưa ra ngoài.
(6) Công đoạn rửa bằng hơi nước
Để diệt các vi sinh vật có hại nhất là vi khuẩn salmonella, người ta sử dụng hơi nước với áp suất từ 2÷3kg/cm2 có nhiệt độ từ 120°C - 140°C để phun vào hạt tiêu trong thời gian ngắn (khoảng 20 - 40 giây).
Công đoạn này cần kiểm soát nghiêm ngặt nhiệt độ và áp suất hơi nước để đảm bảo hiệu quả diệt vi sinh vật và không ảnh hưởng đến chất lượng hạt tiêu.
Trong quá trình hấp thụ hơi nước nóng hạt tiêu được chuyển tải qua trống trích ly nước trước khi qua hệ thống sấy.
(7) Công đoạn sấy
Chế độ sấy: nhiệt độ sấy 60°C - 80°C, thời gian sấy 1-1,5h tùy vào độ ẩm của nguyên liệu và yêu cầu độ ẩm sau sấy không quá 13% để tránh ẩm mốc trong quá trình bảo quản.
(8) Công đoạn làm nguội
Sau khi sấy, hạt tiêu được đưa vào một thùng làm nguội đến nhiệt độ môi trường trước khi đóng gói.
(9) Công đoạn đóng gói
Hạt tiêu thành phẩm được đưa vào hệ thống cân định lượng, đóng gói theo yêu cầu và xếp vào kho bảo quản thành phẩm. Tùy theo yêu cầu của khách hàng, hạt tiêu thường được đóng trong bao PP và PE với các khối lượng thích hợp.
Bao bì đựng hạt tiêu phải khô, sạch, nguyên vẹn, bền, không có mùi làm ảnh hưởng đến sản phẩm và phải đáp ứng QCVN 12-1:2011/BYT Quy chuẩn kỹ thuật quốc gia về an toàn vệ sinh đối với bao bì, dụng cụ tiếp xúc trực tiếp với thực phẩm bằng nhựa tổng hợp.
(10) Công đoạn bảo quản
Bảo quản hạt tiêu trong kho ở dạng đóng bao để trên bục kê, không xếp bao trực tiếp trên nền kho.
Kho bảo quản phải kín, tránh được sự xâm nhập của côn trùng và động vật gây hại. Mái kho, sàn và tường kho đảm bảo chống thấm, chống ẩm.
Trước khi bảo quản hạt tiêu, kho phải được quét dọn, làm vệ sinh sạch sẽ; sàn, tường kho, bục kê phải được khử trùng bằng các loại hóa chất được phép sử dụng theo quy định hiện hành.
Lô hạt tiêu được xếp cách tường ít nhất là 0,5 m. Khoảng cách giữa hai lô ít nhất là 1 m để thuận tiện cho việc đi lại kiểm tra, lấy mẫu và xử lý.
Thường xuyên làm vệ sinh nhà kho, vệ sinh các lô hàng, môi trường xung quanh kho; không để nước đọng xung quanh nhà kho.
2. Chế biến tiêu trắng
(1) Nguyên liệu: để chế biến tiêu trắng cần chọn tiêu đen loại tốt, có dung trọng 580-600 g/l trở lên. Trước khi đưa vào chế biến hạt tiêu nguyên liệu phải được kiểm soát chất lượng và ATTP tương tự như đối với chế biến tiêu đen, phải đạt tiêu chuẩn kỹ thuật và đảm bảo ATTP mới được đưa vào chế biến.
(2) Công đoạn ngâm ủ: tiêu được đóng bao PP khoảng 20-25 kg, cho vào bể nước sạch ngâm khoảng 7 ngày cho lớp vỏ hạt mềm ra, thường xuyên thay nước 1 ngày 1 lần. Quá trình ngâm ủ sử dụng nước sạch đạt chất lượng nước sinh hoạt theo quy định tại QCVN 02:2009/BYT - Quy chuẩn kỹ thuật quốc gia về chất lượng nước sinh hoạt.
Để rút ngắn thời gian ngâm ủ có thể phối trộn thêm enzym để quá trình phân hủy vỏ diễn ra nhanh hơn. Phương pháp sử dụng enzym cho hiệu quả cao, mức độ ô nhiễm thấp hơn do sử dụng lượng nước rửa ít hơn và thời gian ngâm ngắn hơn.
(3) Công đoạn Xát vỏ đen và rửa: Sau thời gian ngâm ủ, vỏ hạt đã bị phân hủy, tiêu được qua máy sát vỏ và được làm sạch bằng nước để loại bỏ sạch vỏ, còn lại hạt tiêu sọ. Hai công đoạn này diễn ra cùng một lúc và cần điều chỉnh máy xát sao cho hạt tiêu ít bị bể vỡ.
(4) Công đoạn Phơi, sấy:
Sau khi xát vỏ đen và rửa sạch, hạt tiêu được để ráo rồi đưa đi phơi hoặc sấy.
Nếu phơi nắng thì trải mỏng và đảo thường xuyên, nếu sấy thì để chế độ nhiệt độ từ 60°C - 70°C; phơi sấy đến khi độ ẩm hạt tiêu đạt 13%, sản phẩm lúc này là tiêu sọ mộc, có thể là sản phẩm cuối hay đem chế biến tiếp tùy theo mục đích sản xuất.
Lưu ý: Nếu phơi nắng thì sân phơi trên nền xi măng hoặc gạch, bề mặt bằng phẳng, có lót bạt phía dưới và được vệ sinh sạch sẽ trước khi phơi. Tuyệt đối không để động vật xâm nhập trong quá trình phơi.
(5) Công đoạn tẩy trắng: Tiêu sau khi chế biến thành tiêu sọ mộc thường được tẩy trắng bằng dung dịch silicat kết hợp với H2O2 ngâm ủ trong 2-3 giờ để làm trắng hạt tiêu sọ. Tuy nhiên khi sử dụng H2O2 cần lưu ý đảm bảo an toàn cho người lao động.
(6) Công đoạn Phơi sấy: Giống như phơi sấy ở trên
(7) Công đoạn làm sạch, phân loại: tương tự như trong chế biến tiêu đen
(8) Công đoạn đóng gói, bảo quản: tương tự như đối với tiêu đen
- Lưu ý trong chế biến tiêu trắng:
+ Không sử dụng các hóa chất không được phép sử dụng trong thực phẩm để ngâm rửa, tẩy trắng tiêu.
+ Nước thải từ chế biến tiêu trắng có mức độ gây ô nhiễm môi trường rất cao. Do đó cơ sở sản xuất chế biến tiêu trắng phải thực hiện xử lý nước thải đảm bảo theo quy định tại QCVN 40:2011/BTNMT Quy chuẩn kỹ thuật quốc gia về nước thải công nghiệp do Bộ Tài nguyên và Môi trường ban hành.
III. Yêu cầu về chất lượng sản phẩm
Cơ sở phải công bố sản phẩm hạt tiêu đen và hạt tiêu trắng đáp ứng quy định tại các tiêu chuẩn quốc gia: TCVN 7036:2008 Hạt tiêu đen (Piper Nigrum L.) Quy định kỹ thuật và TCVN 7037:2002 Hạt tiêu trắng (Piper Nigrum L.) Qui định kỹ thuật và các yêu cầu về an toàn thực phẩm theo quy định của Bộ Y tế (Thông tư số 50/2016/TT-BYT ngày 30 tháng 12 năm 2016 của Bộ trưởng Bộ Y tế quy định giới hạn tối đa dư lượng thuốc bảo vệ thực vật trong thực phẩm; QCVN 8-2:2011/BYT Quy chuẩn kỹ thuật quốc gia đối với giới hạn ô nhiễm kim loại nặng trong thực phẩm; QCVN 8-1:2011/BYT Quy chuẩn kỹ thuật quốc gia về giới hạn an toàn cho phép đối với ô nhiễm độc tố vi nấm trong thực phẩm).
I. Sơ đồ quy trình chế biến chung
1. Chế biến đồ hộp rau quả (đồ hộp quả nước đường; đồ hộp nước quả; đồ hộp rau quả dầm giấm):
Nguyên liệu → Lựa chọn, phân loại → Rửa → Xử lý nguyên liệu (Xử lý cơ học, Xử lý nhiệt, Xử lý hoá học) → Vào hộp → Bài khí → Ghép kín → Thanh trùng → Làm nguội → Bảo ôn → Đóng gói → Bảo quản sản phẩm.
2. Sản xuất rau quả sấy:
Nguyên liệu → Lựa chọn, phân loại → Rửa → Xử lý nguyên liệu (Xử lý cơ học, Xử lý nhiệt, Xử lý hoá học) → Sấy rau quả → Phân loại, Đóng gói → Bảo quản sản phẩm.
3. Sản xuất rau quả tươi lạnh đông:
Nguyên liệu → Lựa chọn, phân loại → Rửa → Xử lý nguyên liệu (Xử lý cơ học, Xử lý hoá học) → Lạnh đông rau quả → Đóng gói → Bảo quản sản phẩm.
4. Sản xuất rau quả muối chua
Nguyên liệu → Lựa chọn, phân loại → Rửa → Xử lý nguyên liệu (Làm héo - Xử lý cơ học) → Chuẩn bị dung dịch muối → Muối chua rau quả → Đóng gói → Bảo quản sản phẩm.
5. Sản xuất mứt khô rau quả
Nguyên liệu → Lựa chọn, phân loại → Rửa → Xử lý nguyên liệu (Làm héo - Xử lý cơ học) → Nấu mứt khô → Sấy sản phẩm mứt khô → Phân loại, đóng gói sản phẩm → Bảo quản sản phẩm.
Quy trình trên bao gồm các công đoạn chính, trên thực tế có thể thay đổi tùy thuộc vào công nghệ, thiết bị của cơ sở.
II. Hướng dẫn kỹ thuật đối với các công đoạn chế biến
1. Nguyên liệu
Nguyên liệu (rau quả) sau khi được tiếp nhận được kiểm tra sơ bộ chất lượng thông qua việc kiểm tra hồ sơ nguồn gốc và một số chỉ tiêu chất lượng. Việc kiểm tra để tránh mối nguy về vật lý (kính vỡ, rác, đất...), hóa học (dư lượng thuốc bảo vệ thực vật, dư lượng nitrat...) và vi sinh vật.
Yêu cầu kỹ thuật:
- Khu vực tiếp nhận nguyên liệu: phải sạch sẽ, không còn chất thải và rác, bụi. Đối với nền xi măng hoặc nền lót gạch tráng men thì phải quét dọn, lau chùi sạch sẽ trước khi tiếp nhận nguyên liệu.
- Các dụng cụ, phương tiện để đánh giá chất lượng nguyên liệu như: cân, sọt nhựa, thùng chứa, phương tiện vận chuyển, kít thử thuốc bảo vệ thực vật, máy kiểm tra nhanh nitrat...cần được:
+ Vệ sinh đúng quy trình, đảm bảo sạch, khô ráo.
+ Các thiết bị, dụng cụ hoạt động tốt và đảm bảo an toàn lao động.
+ Dụng cụ để đánh giá được chuẩn bị phù hợp với từng loại nguyên liệu, đảm bảo sạch sẽ, khô ráo, không bị hư hỏng, gỉ sét.
- Việc truy xuất nguồn gốc phải được người công nhân kiểm tra và thực hiện đầy đủ như sau:
+ Nguyên liệu được đảm bảo thu mua ở những địa chỉ rõ ràng, đạt tiêu chuẩn VietGap hoặc tương đương.
+ Giấy chứng nhận sản xuất rau quả và giấy chứng nhận rau quả đạt tiêu chuẩn an toàn thực phẩm được kiểm tra đảm bảo không giả mạo và còn trong thời hạn hiệu lực.
+ Nguyên liệu được kiểm tra đảm bảo phù hợp với những thông tin được ghi trên giấy chứng nhận sản xuất rau tại địa phương, trên hợp đồng thu mua và phù hợp với chủng loại nhà máy cần thu mua.
+ Nhãn thẻ truy nguyên nguồn gốc nguyên liệu có đầy đủ các thông tin theo quy định, đảm bảo nhận diện và truy xuất nguồn gốc của nguyên liệu, bán thành phẩm và sản phẩm.
+ Nhãn thẻ truy nguyên nguồn gốc được dán lên tất cả các thùng chứa ở các khâu sản xuất của nhà máy, đảm bảo chắc chắn, ở vị trí dễ quan sát.
2. Lựa chọn, phân loại nguyên liệu
Lựa chọn phân loại nguyên liệu rau quả với mục đích tạo ra thành phẩm có chất lượng tốt, đảm bảo an toàn vệ sinh thực phẩm. Lựa chọn phân loại theo các nhóm chỉ tiêu như sau:
- Lựa chọn phân loại theo độ hư hỏng: Do quá trình thu hái, vận chuyển, bảo quản rau quả bị hư hỏng ở mức độ nào đó nên khi chế biến cần loại bỏ những phần hư hỏng, sâu thối, dập nát. Tùy vào mức độ hư hỏng mà người công nhân loại bỏ từng phần hoặc toàn phần rau quả đó.
- Lựa chọn phân loại theo kích thước: Kích thước của rau quả phản ánh tình trạng phát triển của quả, nghĩa là phản ánh chất lượng rau quả.
Mức độ đồng đều của nguyên liệu tùy thuộc vào yêu cầu của sản phẩm cụ thể. Với các loại sản phẩm không yêu cầu cao về sự đồng đều của kích thước như: sản nước rau quả, mứt quả, bột rau quả...v.v. Đối với những loại sản phẩm mà hình dáng, kích thước chiếm vai trò quan trọng thì sự đồng đều về kích thước cần phải cao: VD quả nước đường...
- Lựa chọn phân loại theo độ chín: Độ chín phản ánh chất lượng nguyên liệu. Dựa vào yêu cầu kỹ thuật của mỗi loại sản phẩm để chọn độ chín của nguyên liệu thích hợp. Khi phân loại dựa vào các chỉ tiêu: màu sắc, độ cứng, khối lượng.
Quá trình phân loại được tiến hành bằng máy hoặc thủ công. Hiện nay quá trình phân loại thường được tiến hành theo phương pháp thủ công khi cho nguyên liệu vận chuyển trên băng tải trục lăn, băng tải đai hoặc được tiến hành trên bàn phân loại.
Yêu cầu kỹ thuật:
- Máy phân loại, máy vận chuyển, cân hoạt động tốt, đảm bảo quy trình vận hành và an toàn lao động.
- Dụng cụ, thiết bị phân loại sơ bộ được chuẩn bị đúng loại, đạt yêu cầu về mức độ đầy đủ, sạch sẽ.
- Việc nhận nguyên liệu từ phòng chứa nguyên liệu đảm bảo đúng lô hàng, đúng loại, đủ số lượng.
- Tạp chất và nguyên liệu không đạt yêu cầu được loại bỏ hết khỏi nguyên liệu.
- Nguyên liệu được phân loại theo từng nhóm đồng đều về độ chín, khối lượng theo yêu cầu kỹ thuật.
- Nguyên liệu sau khi phân loại được cân chính xác theo từng loại.
- Nguyên liệu đạt yêu cầu được chuyển đến khu vực chế biến đủ số lượng, đúng loại, độ chín cho mỗi dây chuyền sản xuất, không bị rơi vãi.
- Nguyên liệu chưa đạt độ chín được đưa đến kho tồn trữ không bị rơi vãi.
- Phế liệu được chuyển đến nơi tập kết đúng vị trí, đúng thời gian quy định, không rơi vãi.
- Người công nhân cần thao tác thực hiện khéo léo, không làm rơi vãi, bầm dập nguyên liệu.
3. Rửa
Rửa nguyên liệu nhằm loại sạch chất bẩn, tiêu diệt hoặc hạn chế sự phát triển của vi sinh vật để tăng thời gian bảo quản sản phẩm.
Yêu cầu kỹ thuật
- Dụng cụ, thiết bị dùng để rửa được kiểm tra đảm bảo đạt yêu cầu về mức độ đầy đủ, sạch sẽ, khô ráo, không bị hư hỏng, gỉ sét.
- Nguyên liệu được ngâm ngập trong nước với thời gian phù hợp với từng loại nguyên liệu và mức độ bám bẩn.
- Nguyên liệu đảm bảo sạch đất cát, chất bẩn, không bị dập nát sau khi rửa bằng tác động cơ học.
- Dung dịch ngâm rửa được pha đúng nồng độ với lượng vừa đủ, không rơi vãi hóa chất.
- Nguyên liệu được làm ráo đúng kỹ thuật.
- Các thiết bị rửa, sục ozôn, làm ráo, vận chuyển được vận hành đúng quy trình và đảm bảo an toàn.
- Rau quả sau khi xử lý được chuyển đến đúng khu vực phân loại sau rửa với đủ lượng, đúng thời gian quy định và không làm rơi vãi trên đường vận chuyển.
4. Xử lý nguyên liệu (Xử lý cơ học, nhiệt, hoá học)
Tùy thuộc vào yêu cầu của mỗi loại sản phẩm mà việc xử lý nguyên liệu có thể sử dụng các biện pháp khác nhau như: xử lý cơ học, xử lý nhiệt, xử lý hóa chất hoặc áp dụng đồng thời cả ba phương pháp xử lý trên hoặc kết hợp từng biện pháp riêng lẻ với nhau.
Yêu cầu chung trong xử lý nguyên liệu:
- Thiết bị vận hành đúng quy trình, an toàn; đảm bảo vệ sinh thực phẩm.
- Thực hiện công việc an toàn vệ sinh thực phẩm, vệ sinh công nghiệp và an toàn lao động.
- Các dụng cụ, thiết bị để phối trộn nguyên liệu đầy đủ, sạch, khô ráo và hoạt động tốt.
- Các phụ gia, hóa chất được lựa chọn đúng chủng loại và được phép sử dụng trong chế biến thực phẩm.
a) Xử lý cơ học
* Định hình sản phẩm: Trong chế biến rau quả để định hình sản phẩm bao gồm các bước công việc: kiểm tra dụng cụ, thiết bị định hình sản phẩm; loại bỏ phần nguyên liệu không ăn được; tạo hình; lựa chọn và phân loại nguyên liệu sau khi tạo hình; chuyển nguyên liệu đạt yêu cầu đến khu vực xử lý hóa chất; chuyển phế liệu đến nơi tập kết nhằm tạo hình dáng đẹp mắt cho sản phẩm và thuận lợi cho người tiêu dùng sử dụng sản phẩm.
Yêu cầu kỹ thuật:
- Các dụng cụ, thiết bị định hình nguyên liệu như: Dao, kéo, thớt, găng tay, rổ, sọt. Máy tạo hình rau quả: máy cắt, máy bào, máy thái; Xe đẩy tay; Bàn inox, băng tải... phải đầy đủ, sạch, khô ráo và hoạt động tốt.
- Các thiết bị dùng để định hình được vận hành đúng quy trình, an toàn.
- Dụng cụ, thiết bị định hình nguyên liệu được kiểm tra phù hợp với từng loại nguyên liệu, không bị hư hỏng, đạt yêu cầu về mức độ đầy đủ, sạch sẽ.
- Người lao động cần thực hiện công việc chính xác, an toàn và hợp vệ sinh. Thao tác thực hiện nhanh nhẹn và không gây lãng phí nguyên liệu đảm bảo:
+ Nguyên liệu sau khi tạo hình được phân loại đồng đều về kích thước, đảm bảo loại bỏ hết các nguyên liệu không đạt yêu cầu như mảnh vụn nát....
+ Nguyên liệu được loại bỏ hết những phần bị hư hỏng, dập nát, những phần không ăn được.
+ Nguyên liệu được tạo hình đảm bảo hình dạng theo yêu cầu sản phẩm, đồng đều về kích thước, không bị dập, gãy nát.
+ Nguyên liệu đạt yêu cầu được vận chuyển đến khu vực xử lý tránh sẫm màu đúng kỹ thuật.
+ Phế liệu được chuyển đến nơi tập kết đúng theo tiêu chuẩn quy định.
* Ngoài ra tùy thuộc vào từng dạng sản phẩm khác nhau (VD như nước quả, pure quả... việc xử lý như: ép, nghiền, chà, lọc, đồng hoá... giúp nguyên liệu được làm nhỏ để thuận lợi cho các công đoạn chế biến tiếp theo.
Yêu cầu kỹ thuật: Các thiết bị sử dụng trong quá trình: ép, nghiền, chà, lọc, đồng hoá...v.v phải:
+ Đảm bảo các thông số kỹ thuật, an toàn lao động.
+ Kiểm soát các thông số nhiệt độ, thời gian, áp suất theo đúng quy định đối với từng dạng sản phẩm
+ Vận hành đúng quy trình, đảm bảo an toàn lao động.
b) Xử lý nhiệt:
Yêu cầu kỹ thuật:
- Nguồn nhiệt, cân đồng hồ, cân kỹ thuật, dụng cụ đo thể tích, thiết bị gia nhiệt có cánh khuấy, thiết bị lọc, dụng cụ lọc (xô, chậu, thùng, bể, vải lọc...), thiết bị làm nguội, Chiết quang kế hoặc Baume kế... được chuẩn bị đầy đủ, sạch, khô ráo và hoạt động tốt.
- Thiết bị gia nhiệt được cài đặt và vận hành đúng quy trình, an toàn lao động, đảm bảo vệ sinh thực phẩm.
- Sản phẩm được gia nhiệt đúng nhiệt độ, thời gian, áp suất theo quy định.
- Kiểm soát các thông số nhiệt độ, thời gian của các quá trình: chần, hấp, đun nóng, làm nguội,... theo yêu cầu của quy trình chế biến.
c) Xử lý hoá học
Tùy thuộc vào từng loại sản phẩm mà có thể áp dụng các biện pháp xử lý hoá học khác nhau như: sử dụng hóa chất để làm sạch vỏ quả (chủ yếu dùng dung dịch KOH, NaOH nồng độ 0,1-2%, sau khi tách vỏ xong phải trung hòa hóa chất còn dư); Sử dụng chế phẩm enzym để tăng hiệu suất cho quá trình ép hoặc dùng enzym để làm trong dịch quả (enzym pectinaza, protopectinaza).
Yêu cầu kỹ thuật:
- Các loại hóa chất, chế phẩm enzym, chất bảo quản và phụ gia phải được phép sử dụng trong chế biến thực phẩm.
- Các thiết bị và dụng cụ vận hành đúng quy trình, an toàn lao động, đảm bảo vệ sinh thực phẩm.
5. Vào hộp/Đóng gói sản phẩm
a) Vào hộp: Đối với chế biến đồ hộp rau quả (đồ hộp quả nước đường; đồ hộp nước quả; đồ hộp rau quả dầm giấm): Vào hộp sản phẩm bao gồm các công việc: Kiểm tra bao bì, thiết bị và dụng cụ vào hộp; xếp rau quả vào hộp và định lượng; cho nước rót vào hộp nhằm đảm bảo đủ khối lượng các thành phần trong sản phẩm và sản phẩm có hình thức đẹp.
Yêu cầu kỹ thuật:
- Các loại bao bì để vào hộp sản phẩm phải đầy đủ số lượng, đúng chủng loại, sạch. Bao bì cần được sát trùng, đảm bảo vệ sinh cần thiết. Bao bì sát trùng xong cần sử dụng ngay để tránh nhiễm vi sinh vật.
- Bao bì và nắp đảm bảo nguyên vẹn, không móp méo, thủng, không nứt, vỡ, sứt miệng, không rách, không ẩm, mục, đảm bảo thông tin đầy đủ và rõ ràng.
- Các loại dụng cụ, thiết bị vào hộp sản phẩm phải đầy đủ, sạch, hoạt động tốt và an toàn.
- Thời gian từ khi vào hộp đến khi thanh trùng không được quá 2 giờ.
- Yêu cầu khi xếp sản phẩm và bao bì: tùy thuộc vào loại sản phẩm, nếu sản phẩm có hình dạng thì phải đồng đều về kích thước, đủ khối lượng. Tỷ lệ chiếm khoảng 50 - 70% khối lượng tịnh; Nếu là sản phẩm lỏng thì rót vào bao bì sao cho khoảng trống trên hộp từ 0,5 - 1,0cm.
- Thực hiện việc rót dung dịch vào bao bì đúng yêu cầu kỹ thuật.
- Thiết bị vào hộp được vận hành đúng quy trình và đảm bảo an toàn lao động.
b) Đóng gói các sản phẩm rau quả lạnh đông, sản phẩm sấy, rau quả muối chua cần đảm bảo yêu cầu như sau:
- Với sản phẩm sấy:
+ Bao bì đóng gói sản phẩm rau quả sấy có khả năng chống ẩm, chống khí và đúng kích cỡ yêu cầu.
+ Bao bì đóng gói sản phẩm rau quả sấy được tiếp nhận đủ số lượng, đúng chủng loại và đảm bảo loại bỏ hết những bao bì bị hư hỏng.
+ Bao bì đóng gói sản phẩm rau quả sấy được rửa sạch đúng phương pháp và đúng loại hóa chất.
+ Bao bì sau khi rửa sạch tạp chất, hóa chất, không bị nhiễm mùi lạ, không bị hư hỏng
+ Bao bì đóng gói sản phẩm rau quả sấy được khử trùng, làm khô đúng phương pháp, đúng chế độ và đạt yêu cầu kỹ thuật.
+ Bao bì được vận chuyển đến khu vực đóng gói sản phẩm đúng vị trí và đảm bảo không làm hư hỏng bao bì.
- Với sản phẩm rau quả lạnh đông
+ Bao bì đóng gói sản phẩm đảm bảo sạch, đúng loại, kích cỡ, số lượng.
+ Rau quả làm lạnh đông đảm bảo được cân đúng khối lượng, hạng và chủng loại cho 1 đơn vị sản phẩm.
+ Các khay/gói rau quả được sắp xếp đúng kỹ thuật và hợp lý trong phòng chờ đông.
+ Thời gian chờ đông cho mỗi đơn vị sản phẩm đảm bảo đúng quy định.
+ Sản phẩm được ghép mí, dò kim loại theo đúng quy trình và đạt yêu cầu.
- Với sản phẩm rau quả muối chua:
+ Các loại bao bì, dụng cụ, thiết bị đóng gói sản phẩm rau quả muối chua đầy đủ, sạch, chịu được axit, đảm bảo yêu cầu kỹ thuật.
+ Dịch lên men được xử lý bổ sung các phụ gia (bảo quản và tạo độ giòn) theo tỷ lệ cho phép (theo QCVN 4-12:2010/BYT về phụ gia bảo quản), đảm bảo dịch lên men được lọc trong và đun sôi, không nhiễm khuẩn.
+ Dịch lên men rót vào bao bì đúng, đủ số lượng theo yêu cầu và đảm bảo an toàn vệ sinh thực phẩm.
+ Rau quả muối chua được xử lý đúng kỹ thuật, đảm bảo ráo nước và loại bỏ các phần hư hỏng, tạp chất.
+ Rau quả muối chua được cho vào đúng loại bao bì, đủ lượng, đạt yêu cầu chất lượng và đảm bảo tránh nhiễm khuẩn.
+ Bao bì đựng sản phẩm muối chua được ghép kín đúng yêu cầu kỹ thuật (không làm nứt, bể lọ thủy tinh; rách bao PE, móp méo bao bì kim loại)
+ Các thiết bị (thiết bị rót, định lượng, ghép kín...) được vận hành đúng quy trình và đảm bảo an toàn.
+ Quá trình đóng gói được tiến hành trong điều kiện vô trùng.
6. Bài khí - Ghép kín
Bài khí nhằm mục đích loại bỏ không khí có sẵn trong sản phẩm hoặc nằm trong khoảng trống trong hộp. Không khí có trong sản phẩm sẽ làm ảnh hưởng trực tiếp đến chất lượng sản phẩm như: làm giảm hàm lượng vitamin, làm biến màu, làm gỉ hộp kim loại.
Thực hiện bài khí bằng cách: chần nguyên liệu trước khi vào hộp; Rót nóng dịch để loại bỏ không khí trong dịch, trong hộp. Sử dụng máy hút chân không hút hết không khí trong hộp trước khi ghép kín.
Yêu cầu kỹ thuật:
- Bao bì và nắp trước khi ghép kín phải được vệ sinh sạch (ngâm rửa bằng nước Javen), rửa lại bằng nước sạch, thanh trùng bằng hơi ở nhiệt độ phù hợp.
- Dung dịch hóa chất rửa, khử trùng bao bì đúng loại, đúng nồng độ.
- Bao bì đóng gói sản phẩm sạch tạp chất và hóa chất, khô, không hư hỏng sau khi rửa, khử trùng và làm khô.
- Các thiết bị, dụng cụ để bài khí-ghép kín phải đảm bảo đầy đủ, sạch sẽ, hoạt động tốt, đảm bảo an toàn lao động.
- Đảm bảo độ chân không khi bài khí lớn hơn hoặc bằng 350 mmHg.
- Đảm bảo nắp được ghép kín, chắc chắn vào bao bì; cảm quan của mối ghép cân đối, đẹp. Yêu cầu nắp được ghép kín, mối ghép đẹp.
- Nhiệt độ nước nóng để ngâm kiểm tra độ kín của hộp lớn hơn 80°C; thời gian ngâm từ 5 - 7 phút; mực nước trên mặt hộp 25 - 30 cm; độ chân không đạt 50 mmHg nếu dùng phương pháp hút chân không.
- Người công nhân trang bị bảo hộ lao động đúng yêu cầu.
- Người công nhân vận hành và sử dụng được thiết bị và dụng cụ bài khí và ghép nắp đúng quy trình kỹ thuật.
7. Thanh trùng - Làm nguội
Thanh trùng là khâu quan trọng trong chế biến đồ hộp rau quả (quả nước đường; đồ hộp nước quả; đồ hộp rau quả dầm giấm...). Thanh trùng là công đoạn quan trọng quyết định khả năng bảo quản sản phẩm. Có thể thanh trùng bằng các phương pháp sau: bằng nhiệt, điện, tia bức xạ, hóa chất. Trong đó phương pháp thanh trùng bằng nhiệt được sử dụng nhiều nhất vì rẻ tiền, đơn giản mà hiệu quả cao.
Chế độ thanh trùng phụ thuộc vào từng sản phẩm cụ thể nhưng cần đảm bảo các yêu cầu kỹ thuật như sau:
- Hộp được xếp vào trong giỏ đảm bảo đủ số lượng và truyền nhiệt tốt.
- Giỏ chứa đồ hộp được chuyển vào đúng vị trí của thiết bị thanh trùng quy định. An toàn khi vận chuyển, tránh đổ vỡ.
- Chế độ thanh trùng (nhiệt độ, áp suất, thời gian) được thực hiện đúng quy định đối với sản phẩm.
- Thiết bị thanh trùng phải đảm bảo các thông số kỹ thuật, an toàn lao động. Kiểm soát các thông số nhiệt độ, thời gian, áp suất trong quá trình thanh trùng theo đúng quy định đối với sản phẩm.
- Bể nước làm nguội: đảm bảo thể tích và lượng nước phù hợp để sản phẩm được làm nguội đến nhiệt độ yêu cầu (38°C - 40°C) trong thời gian quy định. Không bị nứt, vỡ, biến dạng bao bì sau khi làm nguội.
- Cần làm khô bề mặt bao bì thành phẩm sau khi làm nguội (sử dụng quạt gió, lau khô).
- Người công nhân trang bị bảo hộ lao động đúng yêu cầu; Thực hiện công việc nhanh, chính xác, thực hiện tốt an toàn lao động.
8. Bảo ôn - Đóng gói - Bảo quản sản phẩm
a) Bảo ôn
Bảo ôn sản phẩm gồm các bước công việc sau: Kiểm tra kho bảo ôn; chuyển sản phẩm đồ hộp vào kho; tiến hành bảo quản và theo dõi theo định kỳ; xử lý các sản phẩm đồ hộp bị hư hỏng nhằm ổn định chất lượng cho sản phẩm đồ hộp và chuẩn bị cho quá trình tiêu thụ sản phẩm.
Yêu cầu kỹ thuật:
- Kho bảo ôn sạch, khô ráo, với đầy đủ các dụng cụ, thiết bị và được cài đặt đúng chế độ bảo ôn.
- Sản phẩm bảo ôn được bảo quản đúng chế độ quy định về nhiệt độ, thời gian.
- Sản phẩm được theo dõi hàng ngày để kịp thời phát hiện các hư hỏng. - Sản phẩm hư hỏng được xử lý đúng quy định.
- Thực hiện công việc đảm bảo an toàn vệ sinh thực phẩm.
b) Đóng gói
- Các dụng cụ, thiết bị dán nhãn, đóng thùng được chuẩn bị đầy đủ.
- Nhãn được dán chặt, ngay ngắn vào hộp.
- Sản phẩm được xếp vào thùng carton đúng theo yêu cầu kỹ thuật.
- Thùng sản phẩm được dán thùng và siết đai kín, chắc chắn, không làm hư hỏng sản phẩm, đạt yêu cầu thẩm mỹ.
c) Bảo quản sản phẩm
- Kho bảo quản sạch, khô ráo, với đầy đủ các dụng cụ, thiết bị và được cài đặt đúng chế độ bảo quản.
- Các thùng đựng sản phẩm được sắp xếp trên các kệ, giá theo từng lô, có đầy đủ các thông tin của lô hàng.
- Sản phẩm được bảo quản theo đúng chế độ (nhiệt độ, độ ẩm, thời gian...).
- Sản phẩm được thường xuyên theo dõi chất lượng để có thể phát hiện các dạng hư hỏng của sản phẩm và có phương pháp xử lý phù hợp.
- Việc xuất, nhập sản phẩm đảm bảo yêu cầu nhập trước, xuất trước.
* Ngoài các yêu cầu chung, kho bảo quản sản phẩm rau quả lạnh đông cần lưu ý
- Kho bảo quản lạnh đông kín, sạch, khô ráo, được cài đặt đúng chế độ bảo quản:
+ Nhiệt độ kho khoảng -18°C nếu nhiệt độ tâm sản phẩm là -12°C.
+ Nhiệt độ kho khoảng -25°C nếu nhiệt độ tâm sản phẩm là -18°C.
- Bảo quản sản phẩm lạnh đông theo đúng chế độ và thường xuyên kiểm tra chất lượng sản phẩm (TCVN 5000:2007; TCVN 5005:2007; TCVN 5007:2007; TCVN 5008:2007).
9. Yêu cầu đối với một số công đoạn khác trong các quy trình sản xuất: rau quả sấy; rau quả tươi lạnh đông; rau quả muối chua; mứt khô rau quả
a) Sấy:
- Các khay sấy và thiết bị sấy phù hợp với đặc điểm từng loại rau quả, khô ráo, sạch tạp chất, hoạt động tốt và đảm bảo yêu cầu kỹ thuật.
- Chế độ sấy (nhiệt độ, thời gian, tốc độ lưu thông không khí...) được cài đặt theo yêu cầu từng loại nguyên liệu rau quả và đảm bảo an toàn khi cài đặt chế độ sấy.
- Rau quả được xếp vào khay sấy thành từng lớp mỏng, đồng đều, đảm bảo không bị gãy nát.
- Các khay sấy được sắp xếp trong thiết bị đúng yêu cầu kỹ thuật và đảm bảo an toàn khi đưa khay sấy vào thiết bị.
- Trong quá trình sấy thường xuyên theo dõi, kiểm tra và duy trì ổn định chế độ sấy (nhiệt độ, ẩm độ và tốc độ lưu thông không khí nóng) cho phù hợp với từng loại rau quả, định kỳ đảo khay và rau quả trong khay.
- Quá trình sấy được kết thúc đúng thời gian, độ ẩm cuối cùng theo yêu cầu và đảm bảo sản phẩm đạt yêu cầu chất lượng.
- Sản phẩm sấy được làm nguội đến nhiệt độ môi trường, đảm bảo an toàn vệ sinh, không lẫn tạp chất và giữ nguyên hình dạng yêu cầu.
- Các sự cố xảy ra trong quá trình sấy, làm nguội được giải quyết kịp thời.
- Vận hành các thiết bị (thiết bị sấy, thiết bị làm nguội...) đúng quy trình và đảm bảo an toàn khi tiếp xúc với nhiệt độ cao.
b) Lạnh đông rau quả: quá trình lạnh đông rau quả phải đảm bảo yêu cầu kỹ thuật
- Các thông số của kho bảo quản lạnh (nhiệt độ, độ ẩm, chế độ thông gió) được cài đặt phù hợp với từng loại sản phẩm và đúng thời điểm yêu cầu.
- Vận hành thiết bị cấp đông (IQF/ tiếp xúc...) đúng quy trình và an toàn.
- Sản phẩm đưa đến kho bảo quản lạnh đảm bảo đúng loại, đúng lượng được giao và không làm bầm dập rau quả.
- Sản phẩm được sắp xếp trên các kệ/giá của kho lạnh đảm bảo tính thẩm mỹ với khoảng cách quy định và phù hợp với năng suất của kho lạnh.
- Trong quá trình bảo quản, sản phẩm thường xuyên được kiểm tra các thông số bảo quản và các chỉ tiêu cảm quan theo kế hoạch từ đó đưa ra biện pháp khắc phục những hiện tượng xấu xảy ra với sản phẩm.
- Việc kiểm tra sản phẩm trong kho lạnh được ghi chép vào nhật ký bảo quản đầy đủ.
- Việc xuất hàng ra khỏi kho bảo quản lạnh được thực hiện đúng yêu cầu kỹ thuật.
c) Muối chua rau quả
- Khu vực muối chua đảm bảo an toàn vệ sinh.
- Các dụng cụ, thiết bị đảm bảo sạch, khô ráo, không rò rỉ và có khả năng chịu được axit.
- Nguyên liệu được cho vào chum/vại/bể/thùng lên men đủ khối lượng theo dung tích của dụng cụ.
- Dung dịch muối rót đủ lượng, ngập bề mặt và trộn đều với nguyên liệu.
- Nguyên liệu được gài nén ngập toàn bộ trong nước muối, đảm bảo dụng cụ gài nén phủ kín bề mặt nguyên liệu.
- Quá trình muối chua được tiến hành đúng theo điều kiện yêu cầu.
- Quá trình muối chua được theo dõi định kỳ, cứ 12 giờ xác định nhiệt độ, lượng axit lactic và pH sản phẩm một lần.
- Quá trình muối chua kết thúc khi pH của sản phẩm không thay đổi (pH=3,2 - 3,5)
- Các sự cố xảy ra trong quá trình muối chua được phát hiện và giải quyết kịp thời.
- Các vi sinh vật “lạ” đảm bảo không được xuất hiện.
- Người công nhân thao tác thực hiện công việc gọn gàng, chính xác, hợp vệ sinh.
d) Nấu mứt khô - Sấy sản phẩm mứt khô:
Yêu cầu kỹ thuật và vệ sinh công đoạn:
* Nấu mứt khô:
- Dụng cụ, thiết bị dùng nấu mứt khô đảm bảo đầy đủ, sạch và an toàn cho vận hành.
- Nguyên liệu được trộn, ngâm đường, nấu, làm nguội đúng tỷ lệ đường/nguyên liệu và đúng nhiệt độ, thời gian.
- Thiết bị trộn, nấu mứt, làm nguội hoạt động tốt, đảm bảo quy trình vận hành và an toàn lao động.
- Sản phẩm mứt đảm bảo nguyên vẹn, màu sắc tự nhiên theo từng loại nguyên liệu, đảm bảo nhiệt độ yêu cầu, khô, hạt đường kết tinh trắng, rời, bám trên bề mặt lát mứt và không bị cháy.
* Sấy sản phẩm mứt khô
- Dụng cụ, thiết bị sấy khô mứt đảm bảo đầy đủ, sạch và an toàn cho vận hành.
- Thiết bị sấy, làm nguội, máy đo độ ẩm hoạt động tốt, đảm bảo quy trình vận hành và an toàn lao động.
- Mứt thành phẩm được sấy, làm nguội đúng chế độ: nhiệt độ, thời gian, chế độ gió và lưu lượng.
- Việc đảo trộn và đo độ ẩm sản phẩm được tiến hành trong suốt thời gian sấy.
- Sản phẩm mứt sau khi sấy đạt độ ẩm yêu cầu, nguyên vẹn, không bị gãy nát.
10. Yêu cầu về vệ sinh mỗi công đoạn chế biến
Sau mỗi công đoạn của quy trình chế biến các trang thiết bị, máy móc, dụng cụ phải được vệ sinh đảm bảo yêu cầu:
+ Thiết bị và dụng cụ chế biến rau quả được lựa chọn đạt yêu cầu về mức độ đầy đủ, sạch sẽ.
+ Dụng cụ, thiết bị được bố trí gọn, ở vị trí hợp lý trên dây chuyền, đảm bảo thuận lợi cho thao tác làm việc.
+ Các hiện tượng bất thường của thiết bị được phát hiện và xử lý kịp thời khi vận hành thử.
+ Hóa chất để vệ sinh được pha đúng loại, đúng nồng độ yêu cầu và đang còn trong thời hạn sử dụng.
+ Dụng cụ, thiết bị được vệ sinh đúng quy trình, đảm bảo sạch vết bẩn và hóa chất tẩy rửa.
+ Dụng cụ, thiết bị chế biến rau quả được làm khô ráo và đảm bảo không bám bụi trở lại sau khi làm khô.
III. Yêu cầu về chất lượng sản phẩm
- Cơ sở phải công bố sản phẩm với các cơ quan có thẩm quyền và phải chịu trách nhiệm đảm bảo chất lượng sản phẩm theo đúng tiêu chuẩn công bố.
- Các sản phẩm rau quả đáp ứng tiêu chuẩn quốc gia và các quy định khác. Sau đây là bảng tham khảo các TCVN đối với sản phẩm rau quả:
Bảng danh mục một số TCVN yêu cầu kỹ thuật đối với rau quả chế biến
| 1. | TCVN 187:2007 (CODEX STAN 42-1981) Dứa hộp |
| 2. | TCVN 1577:2007 Vải hộp |
| 3. | TCVN 5607:1991 (CODEX STAN 78-1981) Đồ hộp quả - Quả hỗn hợp |
| 4. | TCVN 10391:2014 (CODEX STAN 242-2003) Quả hạch đóng hộp |
| 5. | TCVN 10392:2014 (CODEX STAN 254-2007 with Amendment 2013) Quả có múi đóng hộp |
| 6. | TCVN 10394:2014 (CODEX STAN 297-2009 With Amendment 2011) Rau đóng hộp |
| 7. | TCVN 5305:2008 (CODEX STAN 57-1981, Rev. 2007) Cà chua cô đặc |
| 8. | TCVN 5605:2008 (CODEX STAN 13-1981, Rev. 2007) Cà chua bảo quản |
| 9. | TCVN 7946:2008 (CODEX STAN 247-2005) Nước quả và nectar |
| 10. | TCVN 10393:2014 (CODEX STAN 296-2009) Mứt nhuyễn, mứt đông và mứt từ quả có múi |
| 11. | TCVN 9763:2013 (CODEX STAN 177-1991, Rev.1-2011) Cơm dừa sấy khô |
| 12. | TCVN 10741:2015 (CODEX STAN 67-1981) Nho khô |
I. Sơ đồ quy trình chế biến chung
1. Sơ đồ quy trình chế biến chè đen truyền thống (OTD)
Nguyên liệu → Héo → Vò → Lên men → Sấy → Phân loại → Bảo quản
2. Sơ đồ quy trình chế biến chè chè xanh
Nguyên liệu → Diệt men → Vò → Làm khô → Phân loại → Bảo quản
Quy trình trên bao gồm các công đoạn chính, trên thực tế có thể có thêm các công đoạn khác tùy thuộc đặc thù của cơ sở.
II. Hướng dẫn thực hành đối với các công đoạn chế biến
Các biện pháp thực hành đảm bảo ổn định chất lượng và giảm thiểu các mối nguy không bảo đảm an toàn vệ sinh thực phẩm cho sản phẩm chè chế biến. Sau đây là các hướng dẫn cụ thể.
1. Đối với sản xuất chè đen
(1) Yêu cầu nguyên liệu
- Nguyên liệu dùng để chế biến chè đen là các đọt chè tươi một tôm 2-3 lá non. Búp chè tươi không bị dập nát, ngốt, ôi và nhiễm mùi lạ.
- Tại phòng cân nhận, tiến hành cân trọng lượng khối chè và lấy mẫu trung bình để tiến hành phân tích. Các số liệu cân và phân tích phải được ghi đầy đủ vào sổ sách và lý lịch sản xuất.
(2) Vận chuyển, bảo quản nguyên liệu chè tươi
- Khi vận chuyển, chè được đựng vào sọt và không bị nén ép, trọng lượng không lớn hơn 15 kg/sọt, xe vận chuyển chở khoảng 1 tấn/ xe, phải làm giàn trên xe, phải có mái che mưa nắng. Tránh chất đống, nèn ép, làm dập nát, bốc nóng nguyên liệu, để lẫn các loại chè với nhau. Khi về đến nhà máy phải xuống chè nhanh và kịp thời.
- Sau khi cân nhận và tiến hành phân tích chất lượng, nguyên liệu được chuyển dần sang khâu làm héo.
Lưu ý:
- Nếu chè tươi bị ướt hoặc dập nát cần có biện pháp đưa vào làm héo ngay hoặc bảo quản và làm khô lá kịp thời để tránh vi sinh vật phát triển làm giảm chất lượng sản phẩm và gây mối nguy không bảo đảm an toàn thực phẩm.
- Trong trường hợp cần phải bảo quản tại trạm thu mua và tại phòng cân nhận, thì phải bảo quản nguyên liệu ở nơi thoáng mát, khô ráo, sạch sẽ. Rải đều nguyên liệu thành những lớp dầy không quá 20 cm, trên các dàn bảo quản, kết hợp làm héo tự nhiên. Tránh để mưa nắng hắt vào chè.
- Phải để riêng từng loại chè, chia ô và có lối đi lại, có bảng ghi từng ô: loại chè, giờ bắt đầu bảo quản, ngày tháng bảo quản. Tùy nhiệt độ môi trường, định kỳ từ 30 phút đến 2 giờ đảo rũ tung một lần để tránh bốc nóng làm giảm chất lượng chè tươi và tạo môi trường cho vi sinh vật phát triển gây nguy cơ mất vệ sinh an toàn thực phẩm cho chè nguyên liệu.
(3) Khâu héo chè tươi (Héo hộc)
- Từ nơi cân nhận hoặc bảo quản, chè được rải lên máng làm héo. Chè được rải đều, tơi xốp, phủ kín lưới, bề dầy rải chè 22 - 25 cm.
- Hộc héo có quạt thổi không khí ở đầu hộc, có tiết diện lòng máng nhỏ dần, đảm bảo lượng gió đi qua lớp chè tương đối đồng đều. Năng suất héo tùy thuộc vào công suất quạt và diện tích rải chè.
- Khi héo, sau 1 - 2 giờ đảo chè một lần, lần đầu lật úp, lần sau đảo tung, tăng mức độ héo đều. Thời gian héo từ 6 - 8 giờ và giữa các mẻ chênh nhau 1 giờ, để đưa vò kịp thời. Tránh vận hành tất cả các quạt và mở nhiệt cùng một lúc, gây ùn tắc chè héo.
- Nhiệt độ không khí đưa vào là 38 - 43° C, độ ẩm không khí 40 - 50 %.
+ Khi kết thúc héo, phải quạt mát chè héo thời gian 30 phút. Sau đó vận chuyển chè héo sang phòng vò.
Lưu ý:
- Khi đưa rải chè tươi lên máng héo, nếu chè tươi bị ướt phải rải mỏng, khi rải xong, bật quạt làm mát nguyên liệu 10 - 20 phút để tránh dính bết vón cục làm bốc nóng và tạo môi trường thuận lợi cho vi sinh vật có hại phát triển gây nguy cơ mất an toàn vệ sinh thực phẩm cho sản phẩm chè.
- Không khí cung cấp trong quá trình làm héo phải sạch, bảo đảm an toàn để tránh làm chết men và gây nguy cơ lây nhiễm chéo và không đảm bảo an toàn thực phẩm đối với sản phẩm chè.
(4) Khâu vò chè
- Tùy điều kiện khí hậu, chất lượng nguyên liệu và khối lượng chè, mà có chế độ vò ép thích hợp.
- Chè sau khi làm héo đạt yêu cầu được cho vào cối máy vò, muốn chè có độ dập và xoăn tốt, nên vò chè 3 lần, thời gian mỗi lần vò 35 - 45 phút.
- Để đảm bảo độ dập đồng đều và tăng năng suất, vò lần 1 nhất thiết phải đảm bảo khối lượng chè héo/cối. Cho trước 4/6 khối lượng chè vò vào rồi cho máy hoạt động, sau 3 phút nạp tiếp đợt một 1/6 khối lượng chè vò vào rồi cho máy hoạt động, sau 6 phút nạp đợt hai khối lượng chè vò còn lại. Thời gian vò lần một không dưới 45 phút.
- Đối với máy vò có sử dụng bàn ép. Nguyên tắc áp dụng lực ép phải tăng dần từ từ: Không ép - ép nhẹ - ép mạnh, áp lực ép lần vò 1 nhỏ hơn lần vò 2. Lực ép quá mạnh gây nát chè và tróc xơ cuống chè. Khi bắt đầu và kết thúc vò, thường không sử dụng bàn ép từ 5 - 10 phút:
+ Ép đòi hỏi phải có kỹ thuật, phải theo dõi thường xuyên, để có lực ép thích hợp, tránh làm nát chè. Khi ép độ dập chè có tăng, nhưng ép quá mạnh hiệu quả thu chè cấp cao thấp. Bởi vậy, nếu đảm bảo khối lượng chè nạp vào, thì cũng không cần sử dụng lực ép khi vò chè.
Lưu ý:
- Các công đoạn sản xuất, nguyên liệu chè thường xuyên tiếp xúc với các bề mặt của thiết bị chế biến như: máy vò, máy sấy, sàng phân loại và các thiết bị trong quá trình chế biến. Các bộ phận như trục khủy, và các ổ bi, bạc, băng tải, xích tải.... thường xuyên phải bôi trơn, bảo dưỡng định kỳ bằng mỡ dầu mỡ công nghiệp, do vậy trong quá trình vệ sinh công nghiệp, hiệu chỉnh, kiểm tra, bảo dưỡng, thay thế và vận hành các thiết bị chế biến phải tuyệt đối tránh để dầu mỡ công nghiệp, hay các vật lạ rơi rớt vào nguyên liệu chè và sản phẩm chè trong suốt quá trình chế biến để loại bỏ nguy cơ không bảo đảm an toàn thực phẩm chè sản phẩm.
- Sau mỗi lần vò, chè được tháo qua cửa dưới bàn vò, rơi xuống xe goòng chuyên dùng đặt dưới máy vò, trong quá trình thao tác phải cẩn thận để không làm rơi vãi chè vò xuống nền nhà xưởng hoặc tiếp xúc với các bề mặt không an toàn vệ sinh thực phẩm để tránh nguy cơ lây nhiễm chéo.
(5) Khâu phân loại chè vò
- Sau mỗi lần vò, chè đều được đưa vào sàng tơi từ 5 - 8 phút/cối vò (Chè lọt sàng đầu tiên là phần I (lưới số 4). Tiếp là phần II (lưới số 3), chè phần III không lọt sàng được đưa đi vò lần tiếp theo.
- Các phần chè lọt sàng tơi (phần I - II) của các lần vò, đều được chuyển ngay sang khâu lên men.
- Đối với lần vò cuối cùng, sau khi sàng tơi, các phần chè I - II và III đều được chuyển hết sang khâu lên men tiếp theo.
(6) Khâu lên men
- Lên men trong phòng men: Chè được rải trên các khay hoặc nền nhà gọn gàng để lên men: Chè phần I - II rải dầy từ 4-6 cm, chè phần III rải dầy từ 6-8 cm. Để riêng chè phần I - II và chè phần III, để riêng từng lý lịch có lối đi, để lấy chè vào sấy.
- Lên men trên hộc: Chè được rải từ 8 - 10 kg trong các chậu nhôm có đục lỗ, được để trên hộc. Do có gió mát, ẩm thổi mạnh, nên bề dầy rải chè phần I - II từ 8 - 10 cm, chè phần III từ 10 - 12 cm.
Lưu ý:
- Khu vực lên men chè phải được vệ sinh công nghiệp định kỳ để tránh nguy cơ lây nhiễm chéo và đảm bảo yêu cầu an toàn vệ sinh thực phẩm cho chè lên men.
- Không khí, hơi nước cung cấp trong quá trình lên men phải sạch, bảo đảm an toàn để tránh làm chết men và gây nguy cơ lây nhiễm chéo, không đảm bảo an toàn thực phẩm sản phẩm chè.
(7) Khâu sấy chè
- Máy sấy chè kiểu Liên Xô: Có 4 tầng băng tải làm việc hai mặt, lượng không khí vào máy 23.000 - 25.000 m/giờ, có 4 tốc độ, thời gian sấy từ 20-25-32-45 phút.
- Máy sấy chè kiểu Ấn Độ: Có 3 tầng băng tải làm việc hai mặt, có 5 tốc độ tương ứng với thời gian sấy 10- 20- 30- 40- 50 phút. Sấy tốc độ 30 phút là thích hợp nhất, sấy chè khô và có chất lượng tốt.
- Chè sấy để nguội mới đóng bao. Bảo quản qua một ngày mới tiến hành phân loại, tránh chè giòn, gây gẫy vụn nhiều.
Lưu ý:
- Từ khâu nguyên liệu đến khâu sấy gọi là giai đoạn chế biến bán thành phẩm (BTP), nội chất sản phẩm quyết định chính ở khâu này.
- Để chè có chất lượng, phải chế biến hết sức cẩn thận và trong suốt quá trình sấy, làm mát phải đảm bảo cung cấp không khí, nhiệt độ sạch, an toàn để tránh gây nguy cơ lây nhiễm chéo, không đảm bảo an toàn thực phẩm sản phẩm chè.
(8) Khâu phân loại chè
Khâu phân loại chè được thể hiện qua sơ đồ sau:
Chú ý
- Người sàng chè phải nhận biết, lấy được mặt hàng chè theo yêu cầu, đúng chủng loại, tập trung quan sát để phát hiện, loại bỏ các tạp chất lạ trong suốt quá trình sàng, cắt cán, quạt, đấu trộn, đóng bao để đảm bảo an toàn thực phẩm cho sản phẩm chè sau sàng.
- Tránh sàng lặp đi lặp lại nhiều lần, hạn chế làm chè vụn nát, bạc cánh, lẫn cẫng đỏ và râu xơ nhất là nguy cơ hút ẩm vào chè trong quá trình sàng, làm giảm chất lượng và nguy cơ không bảo đảm an toàn vệ sinh thực phẩm cho sản phẩm sau sàng.
- Những phần chè lẫn nhiều tạp chất, phải nhặt và tách tạp chất trước khi đem cắt - cán. Những phần chè lẫn nhiều râu xơ, phải cho tách râu xơ, mạt sắt phải được xử lý qua thiết bị hút tĩnh điện để loại bỏ nguy cơ không bảo đảm an toàn thực phẩm cho sản phẩm chè.
- Chè sau quá trình phân loại trước khi đóng bao tiếp tục xử lý qua thiết bị hút tĩnh điện để loại bỏ tạp chất sắt.
- Để đảm bảo chất lượng, an toàn vệ sinh thực phẩm trong quá trình vận chuyển, bảo quản, lưu thông, yêu cầu độ ẩm của chè đóng bao phải nhỏ hơn hoặc bằng 7,5 %.
Sơ đồ phân loại chè
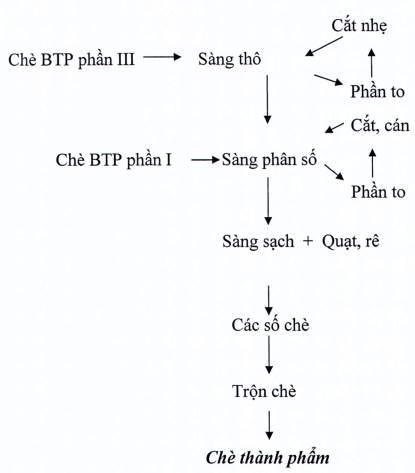
2. Đối với sản xuất chè xanh
(1) Yêu cầu nguyên liệu
- Nguyên liệu dùng để chế biến chè đen là các đọt chè tươi một tôm 2-3 lá non. Búp chè tươi không bị dập nát, ngốt, ôi và nhiễm mùi lạ.
- Tại phòng cân nhận, tiến hành cân trọng lượng khối chè và lấy mẫu trung bình để tiến hành phân tích. Các số liệu cân và phân tích phải được ghi đầy đủ vào sổ sách và lý lịch sản xuất.
(2) Vận chuyển, bảo quản, héo sơ bộ nguyên liệu chè tươi
- Khi vận chuyển, chè được đựng vào sọt và không bị nén ép, trọng lượng không lớn hơn 15 kg/sọt, xe vận chuyển chở khoảng 1 tấn/xe, phải làm giàn trên xe, phải có mái che mưa nắng. Tránh chất đống, nèn ép, làm dập nát, bốc nóng nguyên liệu, để lẫn các loại chè với nhau. Khi về đến nhà máy phải xuống chè nhanh và kịp thời.
- Sau khi cân nhận và tiến hành phân tích chất lượng, nguyên liệu được chuyển sang công đoạn bảo quản và làm héo sơ bộ. Trường hợp chưa chuyển về kịp thời thì chè phải được bảo quản tại trạm thu mua trong điều kiện thoáng mát, khô ráo, sạch sẽ.
Lưu ý:
- Nếu chè tươi bị ướt hoặc dập nát cần có biện pháp đưa vào làm héo sơ bộ ngay hoặc bảo quản và làm khô lá kịp thời để tránh vi sinh vật phát triển làm giảm chất lượng sản phẩm và gây mối nguy không bảo đảm an toàn thực phẩm.
- Trong trường hợp cần phải bảo quản tại trạm thu mua và tại phòng cân nhận, thì phải bảo quản nguyên liệu ở nơi thoáng mát, khô ráo, sạch sẽ. Rải đều nguyên liệu thành những lớp dầy không quá 20 cm, trên các dàn bảo quản, kết hợp làm héo tự nhiên. Tránh để mưa nắng hắt vào chè.
- Phải để riêng từng loại chè, chia ô và có lối đi lại, có bảng ghi từng ô: loại chè, giờ bắt đầu bảo quản, ngày tháng bảo quản. Tùy nhiệt độ môi trường, định kỳ từ 30 phút đến 2 giờ đảo rũ tung một lần để tránh bốc nóng làm giảm chất lượng chè tươi và tạo môi trường cho vi sinh vật phát triển gây nguy cơ mất vệ sinh an toàn thực phẩm cho chè nguyên liệu.
(3) Diệt men
- Chảo sao hoặc thùng xào đạt nhiệt độ quy định mới được cho chè vào máy.
- Sản xuất chè xanh theo phương pháp sao cần thực hiện nguyên tắc diệt men là “Nhiệt độ cao và thời gian nhanh”.
- Yêu cầu chất lượng chè sau khi diệt men: đọt chè phải mềm dẻo, dính tay, chín đều, cuống bẻ không gãy, không khô táp, không xém cạnh lá, chè có mùi thơm cốm nhẹ.
- Nếu diệt men ở nhiệt độ thấp và thời gian kéo dài thì chè sẽ bị hâm nóng, không đình chỉ được sự hoạt động của men, chè tiếp tục chuyển hoá các chất do men. Sản phẩm chế biến ra sẽ không phải là chè xanh.
Lưu ý:
- Sau mỗi mẻ sao hoặc xào chè bằng thiết bị sao thùng quay hoặc sao chảo, chè phải được rải mỏng trên dàn hoặc nong nia đã được vệ sinh sạch, dùng quạt mát thổi mạnh để làm nguội và bay mùi hăng ngái, tránh cho chè bị hấp hơi nóng ẩm làm cho sản phẩm có vị nồng và tạo môi trường cho vi sinh vật phát triển.
- Để chè có chất lượng, phải chế biến hết sức cẩn thận và trong suốt quá trình diệt men, làm mát phải đảm bảo cung cấp không khí, nhiệt độ sạch, an toàn để tránh nguy cơ lây nhiễm chéo, không đảm bảo an toàn thực phẩm sản phẩm chè.
d. Vỏ chè
- Vò 2 lần, mỗi lần từ 25-30 phút.
- Sau mỗi lần vò phải sàng rũ tơi để làm nguội khối chè và làm tơi các cục chè bị vón..
- Khi kết thúc vò độ dập tế bào chè đạt từ 45-55%.
Lưu ý:
- Các công đoạn sản xuất, nguyên liệu chè thường xuyên tiếp xúc với các bề mặt của thiết bị chế biến như: máy vò, máy sấy, sàng phân loại và các thiết bị trong quá trình chế biến. Các bộ phận như trục khủy, và các ổ bi, bạc, băng tải, xích tải.... thường xuyên phải bôi trơn, bảo dưỡng định kỳ bằng mỡ dầu mỡ công nghiệp, do vậy trong quá trình vệ sinh công nghiệp, hiệu chỉnh, kiểm tra, bảo dưỡng, thay thế và vận hành các thiết bị chế biến phải tuyệt đối tránh để dầu mỡ công nghiệp, hay các vật lạ rơi rớt vào nguyên liệu chè và sản phẩm chè trong suốt quá trình chế biến để loại bỏ nguy cơ không bảo đảm an toàn thực phẩm chè sản phẩm.
- Sau mỗi lần vò, chè được tháo qua cửa dưới bàn vò, rơi xuống xe goòng chuyên dùng đặt dưới máy vò, trong quá trình thao tác phải cẩn thận để không làm rơi vãi chè vò xuống nền nhà xưởng hoặc tiếp xúc với các bề mặt không an toàn vệ sinh thực phẩm để tránh nguy cơ lây nhiễm chéo.
(4) Làm khô chè
Chè xanh phải làm khô hai lần theo phương pháp sấy hai lần hoặc phương pháp sấy - sao kết hợp.
- Làm khô lần 1
+ Độ dày lớp chè trên băng chuyền sấy từ 1-1,5cm.
+ Nhiệt độ sấy từ 100-105°C.
+ Thời gian sấy từ 14-15 phút.
+ Thủy phần còn lại từ 18-20%.
- Làm khô lần 2
+ Nhiệt độ sấy hoặc sao từ 70-75°C
+ Thời gian từ 30-45 phút.
+ Độ dày lớp chè trên băng chuyền sấy từ 1-1,5cm hoặc từ 8-10 kg cho mỗi mẻ sao. Tốc độ vòng quay của máy sao từ 23-25 v/phút.
+ Thủy phần còn lại từ 3-5%.
- Sau khi sấy chè phải được rải mỏng có quạt mát nhẹ để làm nguội và san ẩm để tránh hiện tượng ngoài khô trong ướt và bị nổ cẫng. Rải mỏng lớp chè từ 2-3cm, thời gian từ 10-15 phút, có quạt mát.
Lưu ý:
- Chè làm khô xong để nguội mới được đóng bao. Bảo quản một ngày mới được phân loại để chè không bị giòn làm nát vụn nhiều.
- Để chè có chất lượng, phải chế biến hết sức cẩn thận và trong suốt quá trình sấy, làm mát phải đảm bảo cung cấp không khí, nhiệt độ sạch, an toàn để tránh gây nguy cơ ô nhiễm chéo, không đảm bảo an toàn thực phẩm sản phẩm chè.
(5) Phân loại
- Chè được phân thành 6 loại căn cứ vào tỷ lệ % bồm cẫng và tỷ lệ % vụn nát.
Bảng phân loại chất lượng chè xanh
| TT | Loại chè | Tỷ lệ bồm cẫng (%) | Tỷ lệ vụn nát (%) |
| 1 | Loại đặc biệt | ≥ 5 | ≥ 3 |
| 2 | Loại 1 | ≥ 8 | ≥ 3 |
| 3 | Loại 2 | ≥ 13 | ≥ 3 |
| 4 | Loại 3 | ≥ 19 | ≥ 5 |
| 5 | Loại 4 | ≥ 25 | ≥ 5 |
| 6 | Loại 5 | ≥ 33 | ≥ 5 |
Chú ý
- Người sàng chè phải nhận biết, lấy được mặt hàng chè theo yêu cầu, đúng chủng loại, tập trung quan sát để phát hiện, loại bỏ các tạp chất lạ trong suốt quá trình phân loại, đóng bao để đảm bảo an toàn thực phẩm cho sản phẩm chè sau sàng.
- Những phần chè lẫn nhiều tạp chất, phải nhặt và tách tạp chất và mạt sắt phải được xử lý qua thiết bị hút tĩnh điện để loại bỏ nguy cơ không bảo đảm an toàn thực phẩm cho sản phẩm chè.
- Chè sau quá trình phân loại trước khi đóng bao tiếp tục xử lý qua thiết bị hút tĩnh điện để loại bỏ tạp chất sắt.
- Để đảm bảo chất lượng, an toàn vệ sinh thực phẩm trong quá trình vận chuyển, bảo quản, lưu thông, yêu cầu độ ẩm của chè đóng bao phải nhỏ hơn hoặc bằng 7,5 %.
3. Bao gói, bảo quản, vận chuyển
(1) Bao gói
- Các bao bì đựng chè phải được ghi nhãn theo quy định của pháp luật và theo thỏa thuận giữa các bên liên quan.
- Đối với chè sơ chế (BTP): Sau khi được sấy khô và làm nguội, chè được lấy mẫu để đánh giá chất lượng cảm quan, phân ra phần chè có chất lượng tốt - xấu. Chè BTP cũng phải được đóng bao trong túi PE, ngoài bao dứa, để tránh chè hút ẩm trong quá trình bảo quản.
- Các phần chè I-II, chè phần III và chè có chất lượng tốt - xấu phải được đóng bao riêng rẽ, để riêng từng khu vực ở trong kho bảo quản, tạo điều kiện thuận lợi cho việc xử lý tiếp theo.
(2) Bảo quản
- Kho bảo quản chè phải cao ráo, sạch sẽ, thoáng khí, không có mùi lạ. Nhiệt độ không khí trong kho không được quá cao, độ ẩm tương đối không khí dưới 60%. Nếu có điều kiện thì nên tiến hành điều hòa không khí trong kho.
- Không được để nắng mặt trời chiếu trực tiếp vào chè bảo quản gây nên biến chất chè xanh.
- Kho chè phải trang bị đủ thiết bị và điều kiện phòng chống cháy nổ, đảm bảo các điều kiện về vệ sinh an toàn thực phẩm.
- Chè từng loại đóng trong bao PE, ngoài là bao dứa để tránh bị hút ẩm thêm.
- Các loại chè để riêng từng khu vực trong kho tiện cho việc xử lý tiếp theo. Bao chè được xếp nằm cách nền kho 10-15cm, cách tường 50cm, có lối đi lại để kiểm tra và sử dụng.
(3) Vận chuyển
- Đối với chè nguyên liệu tươi: Trong quá trình thu hái, vận chuyển không làm dập nát, ôi ngốt chè búp tươi.
- Đối với bán thành phẩm và chè thành phẩm: Trong quá trình vận chuyển phải được vận chuyển riêng biệt, tránh được các điều kiện bất lợi đến chất lượng sản phẩm và các nguy cơ lây nhiễm chéo.
III. Yêu cầu về chất lượng sản phẩm
- Sản phẩm chè đen yêu cầu về chất lượng phải phù hợp với TCVN 1454:2013 (ISO 3720:2011) - Chè đen - Định nghĩa và các yêu cầu cơ bản
- Sản phẩm chè xanh yêu cầu về chất lượng phải phù hợp với TCVN 9740:2013 (ISO 11287:2011) - Chè xanh - Định nghĩa và các yêu cầu cơ bản
Các phương pháp thử đối với các chỉ tiêu được quy định trong các quy chuẩn, tiêu chuẩn quốc gia áp dụng.
G. CƠ SỞ SƠ CHẾ, LÊN MEN CA CAO
I. Sơ đồ quy trình công nghệ chế biến
Quả ca cao → Phân loại, xử lý quả (tách hạt) → Xử lý hạt → Ủ lên men → Làm khô → Làm sạch, Đóng bao → Bảo quản.
II. Hướng dẫn thực hành đối với các công đoạn chế biến
1. Chuẩn bị nguyên liệu
(1) Quả ca cao phải đạt độ chín kỹ thuật. Dấu hiệu nhận biết là vỏ quả có màu đặc trưng chiếm khoảng 50% diện tích bề mặt quả (tùy theo giống, có thể có màu vàng cam, đỏ cam, vàng hoặc vàng sẫm.
(2) Phân loại quả
- Phân loại theo mức độ chín của quả nhằm xác định thời gian phù hợp để trữ quả (nếu cần).
- Những quả bị sâu bệnh, quả khô, quả có hạt mọc rễ, quả thối và quả mốc cần được loại bỏ; những quả bị dập, vỡ hay bị động vật phá hoại một phần, quả quá chín hay chưa chín cần được tách riêng để chế biến riêng.
- Sau khi thu hoạch, quả ca cao cần đem tách hạt ngay, không cần lưu trữ. Nếu chưa được tách hạt ngay hoặc thu hoạch chưa đủ khối lượng hạt cho một mẻ lên men thì có thể trữ quả nhưng không quá 4 ngày.
- Nên trữ quả trong sọt tre, thùng gỗ hoặc trên các giá (gỗ, nhựa . .) có độ thông thoáng cao, đặt cách mặt sàn nhà ít nhất 10 cm.
(3) Tách hạt
- Hạt ca cao được tách ra khỏi quả bằng thủ công hoặc bằng máy, với yêu cầu hạt phải được giữ nguyên vẹn.
- Tách hạt thủ công:
+ Dùng chày gỗ để đập vỡ hoặc dao chặt để tách vỏ quả làm đôi.
+ Lấy hạt ra khỏi vỏ: Mang găng tay (cao su hoặc nhựa mỏng), tách vỏ quả ra, dùng ngón tay lấy hạt ra từ mỗi nửa quả, để lại phần xơ (lõi quả) ở giữa. Chú ý không làm vỏ quả rơi vào khối hạt để tránh nhiễm bẩn.
+ Loại bỏ hạt khô, hạt lép, hạt đen, hạt thối, hạt mọc mầm, hạt mọc rễ, phần xơ, mảnh vỏ quả, lõi quả còn lẫn trong khối hạt.
+ Xử lý vỏ quả: Sau khi tách hạt, vỏ quả được gom lại, đổ vào hố và lấp đất, để làm phân hữu cơ hoặc có biện pháp xử lý khác, tránh ô nhiễm môi trường và khử mầm sâu bệnh cho cây ca cao.
- Tách hạt bằng máy: Theo hướng dẫn sử dụng của từng loại máy.
2. Xử lý hạt ca cao trước khi lên men
Trước khi lên men, hạt ca cao được xử lý theo một trong ba cách sau:
(1) Ép hạt
Dùng máy ép để loại bớt một phần dịch nhớt trong lớp cơm nhầy bám ngoài vỏ hạt. Vào mùa mưa, ép và tách khoảng 10% theo khối lượng hạt ca cao ướt (thí dụ: khối hạt 100 kg, cần ép bỏ 10 kg dịch nhớt). Vào mùa khô, chỉ cần ép và tách khoảng 5%.
Chú ý: Khi ép hạt, lực ép cần tăng dần để tránh làm vỡ nát hạt.
Ghi chú: Khi tách hạt bằng máy, nếu đã có một phần dịch nhớt thoát ra thì bỏ qua công đoạn ép hạt.
(2) Xử lý hạt bằng enzim
- Enzim: sử dụng chế phẩm Pectinaza thương mại do các hãng sản xuất. Đối với enzim có hoạt độ 70.000 ADJU/ml, liều lượng sử dụng chế phẩm là 80 ppm, tương đương 0,08 g chế phẩm/kg hạt tươi hoặc 0,08 ml chế phẩm/kg hạt tươi (dựa vào liều lượng này để tính toán lượng sử dụng các chế phẩm enzim có nồng độ, hoạt độ khác nhau). Chế phẩm enzim sử dụng phải đảm bảo yêu cầu về chất lượng và an toàn đối với phụ gia thực phẩm.
- Pha chế dung dịch enzim: dùng nước sạch để pha chế. Tính toán và lấy lượng enzim cần pha chế tương ứng với khối lượng hạt ca cao đưa đi lên men. Pha loãng chế phẩm enzim theo tỷ lệ enzim/nước = 1/10.
- Trộn enzim vào khối hạt: Dùng bình phun, phun đều dung dịch enzim đã pha chế vào khối hạt và đảo đều. Trong quá trình đảo trộn, cần mang găng tay, đeo khẩu trang và tránh để enzim bắn vào mắt.
(3) Làm ráo hạt
Nếu không có điều kiện áp dụng cách xử lý hạt theo mục 4.1 và mục 4.2, có thể áp dụng phương pháp làm ráo hạt. Cách làm như sau: Cho hạt ướt vào túi lưới hoặc sọt tre, rổ nhựa sạch, đặt trên kệ cao và để qua đêm (14 - 16 giờ). Cần có dụng cụ hứng dịch nhầy chảy ra trong quá trình làm ráo.
3. Ủ lên men
(1) Các bước thực hiện
- Hạt sau khi đã xử lý phải được ủ lên men ngay.
- Đổ hạt vào thùng sao cho độ dày lớp hạt khoảng 40 cm - 50 cm. Đậy kín lớp hạt bằng lá chuối, sau đó phủ một lớp bao đay lên trên.
- Đảo trộn: Đảo trộn hạt lần đầu sau 24 giờ ủ và lần hai sau 72 giờ (với phương pháp xử lý hạt bằng làm ráo qua đêm, chỉ cần đảo một lần sau 48 giờ).
Có thể đảo trộn bằng cách đổ hạt từ thùng này sang thùng khác hoặc dùng xẻng gỗ để đảo các lớp trong thùng.
- Kết thúc ủ (ra hạt): sau khi ủ 4 - 5 ngày, tùy thuộc vào điều kiện thời tiết và điều kiện lên men. Xác định thời điểm kết thúc bằng cách theo dõi quá trình lên men (Mục 5.2). Nếu điều kiện không thuận lợi, thời gian ủ lên men có thể kéo dài nhưng không được vượt quá 6 ngày.
(2) Kiểm soát quá trình lên men
Theo dõi quá trình lên men:
- Theo dõi diễn biến nhiệt độ khối ủ: Đo nhiệt độ khối ủ ở 3 vị trí (trên, giữa và dưới thùng) hàng ngày. Nhiệt độ lên men cần đạt ngưỡng yêu cầu và đồng đều trong các lớp hạt. Trong 4 ngày lên men đầu, nhiệt độ khối ca cao ổn định trong khoảng 45-50 °C là tốt nhất, sang ngày thứ năm, nhiệt độ giảm.
- Xem xét diễn biến màu của lớp cơm nhầy: chuyển dần từ trắng ngà - trắng vàng - trắng tím - vàng tím nhạt - nâu tím - nâu nhạt - nâu vừa. Khi lên men quá mức lớp cơm nhầy sẽ có mầu nâu đậm hoặc nâu đen.
- Kiểm tra mùi và độ tơi rã của lớp cơm nhầy: Mùi của khối ủ chuyển dần từ mùi thơm, chua ngọt - mùi rượu và chua - chua nhẹ - chua nồng - chua hắc. Khi khối hạt xuất hiện mùi hơi khai của amoniac, cần kết thúc ngay quá trình lên men. Trong hai ngày đầu lên men, lớp cơm nhầy rã nhanh, các hạt không dính vào nhau.
Yêu cầu của hạt khi kết thúc quá trình lên men:
- Vỏ ngoài của hạt có màu nâu cánh gián, mùi chua nhẹ.
- Dùng tay bóp, hạt có độ mềm, vỏ lụa bên ngoài tách biệt với nhân bên trong.
- Dùng dao cắt đôi hạt theo chiều dọc, nhìn mặt cắt, thấy có những đường rãnh tách biệt các mảnh nhân; có dịch màu nâu tím; phần nhân bên trong hạt có màu nâu cánh gián của sô-cô-la. Nếu số hạt có biểu hiện trên chiếm khoảng 60-65% thì khối hạt lên men đạt yêu cầu.
4. Làm khô hạt ca cao sau lên men
(1) Yêu cầu chung
Hạt ca cao sau lên men cần đem làm khô ngay để độ ẩm của hạt còn khoảng 7% - 7,5%.
Quá trình làm khô cần từ từ, nhiệt độ khối hạt không vượt quá 60 °C. Có thể làm khô bằng phương pháp phơi hoặc sấy.
(2) Phơi hạt
Phơi trên giàn phơi
- Độ dày lớp hạt phơi và thời gian cào đảo: Vào ngày phơi đầu tiên hoặc ngày nắng nhiều, cần rải lớp hạt với bề dày 2 cm - 3 cm (2 - 3 lớp hạt) và cào đảo 3 - 4 lần/ngày. Vào ngày mưa và khi hạt đã se, phơi lớp mỏng hơn, cào đảo 1 - 2 lần/ngày. Vào chiều tối, ban đêm, đầu buổi sáng hoặc khi trời mưa cần kéo mái che hoặc phủ bạt. Trong thời gian phơi, chú ý không để nấm mốc phát triển và tách rời những hạt dính liền nhau.
- Thời gian phơi: Thời gian phơi thông thường từ 5 - 6 ngày. Trong điều kiện thời tiết xấu, thời gian phơi kéo dài hơn nhưng không quá 8 ngày.
- Kiểm tra hạt khi phơi: Nhận biết hạt ca cao đã khô bằng cách dùng tay bóp hạt với lực vừa phải, sẽ nghe tiếng lách tách và hạt bị vỡ thành nhiều mảnh. Có thể sử dụng máy đo để xác định độ ẩm của hạt.
Phơi trên sân xi măng
Làm sạch sân, trải bạt hoặc phên lưới trên sân và rải hạt ca cao lên. (không rải hạt trực tiếp trên sân). Cần chuẩn bị sẵn vật dụng che hạt khi mưa bất chợt hoặc che sương đêm. Cào đảo 2 - 3 lần trong ngày. Dùng cào gỗ để đảo hạt, không dùng cào bằng kim loại. Kiểm tra độ ẩm hạt như trường hợp phơi trên giàn (Mục 6.1, a).
Phơi trên sân xi măng chỉ nên coi là biện pháp tận dụng sân phơi có sẵn. Cách tốt nhất là phơi hạt trên giàn, sau đó, khi hạt đã ráo chuyển sang phơi trên sân xi măng. Không phơi trên sân đất.
(3) Sấy hạt
Có thể sử dụng phương pháp sấy để làm khô hạt, đặc biệt khi trời quá ẩm hoặc mưa kéo dài.
Sấy bằng hệ thống sử dụng nhiệt gián tiếp
- Chiều dày lớp hạt trên sàn lưới: không quá 10 cm.
- Cách sấy: Liên tục thổi không khí nóng có nhiệt độ 40 °C - 45 °C xuyên qua lớp hạt trên sàn trong 3 - 4 giờ. Đảo hạt 1 lần/giờ, sau đó để hạt nghỉ khoảng 12 - 24 giờ rồi lặp lại như từ đầu. Lặp lại chu kỳ như trên từ 5 đến 6 lần cho đến khi hạt khô theo yêu cầu. Nếu có nắng, có thể sấy ráo sau đó chuyển sang phơi tiếp.
Sấy bằng hệ thống sử dụng năng lượng mặt trời
Hệ thống sấy sử dụng năng lượng mặt trời chỉ được sử dụng khi thời tiết không quá âm u.
Việc sấy bằng hệ thống sử dụng năng lượng mặt trời theo hướng dẫn riêng, tùy theo thiết kế mỗi loại, nhưng cần lưu ý đến bề dầy lớp hạt trên giàn sấy không quá dầy (không quá 50 kg/m2) và mức độ đảo hạt cần phải cào đảo vài lần mỗi ngày để giúp hạt khô đều.
5. Làm sạch hạt khô, đóng bao
Trong quá trình làm khô và sau khi kết thúc làm khô, tiếp tục chọn lựa để loại bỏ khỏi khối hạt ca cao những tạp chất và hạt lỗi, bao gồm: hạt lép, hạt đen, hạt mốc, hạt vỡ, hạt nảy mầm, xơ - vỏ ca cao, rác và các tạp chất khác. Nên dùng máy thổi để làm sạch những tạp chất nhẹ.
Đổ hạt ca cao đã làm khô và để nguội vào bao sạch, có thể lót thêm màng chất dẻo nếu bảo quản lâu. Làm kín miệng bao.
6. Bảo quản hạt sau khi làm khô
- Xếp các bao ca cao thành từng chống các giá sạch, cách sàn ít nhất 10 cm, cách tường 50 cm trong nhà kho, mỗi chồng xếp tối đa 6 bao.
- Thường xuyên kiểm tra tình trạng hạt. Nếu thấy vùng miệng bao nilon có đọng hơi nước, hoặc có dấu hiệu hạt bị mốc hay mọt thì phải đưa hạt đi xử lý ngay (phơi lại hoặc loại bỏ các loại hạt mốc, hạt sâu mọt...).
Không nên lưu giữ hạt ca cao trong kho quá 12 tháng.
III. Yêu cầu về chất lượng sản phẩm và ghi nhãn
- Kiểm tra, phân loại hạt ca cao theo TCVN 7591 : 2005 - Hạt ca cao - Yêu cầu kỹ thuật.
- Chỉ số pH của hạt ca cao đạt tiêu chuẩn phải trên 5,0.
- Thử nếm: Mùi thơm rõ, vị ca cao rõ, vị đắng chát ít, vị chua ít, vị béo rõ, không có mùi vị lạ (sử dụng phương pháp cảm quan, so sánh với mẫu chuẩn. Mẫu chuẩn được quy định thống nhất giữa bên mua và bên bán).
H. CƠ SỞ CHẾ BIẾN NÔNG SẢN NHỎ LẺ TỪ THỰC VẬT
I. Phạm vi và đối tượng áp dụng
Nội dung này hướng dẫn về các điều kiện bảo đảm an toàn thực phẩm đối với cơ sở chế biến nông sản quy mô nhỏ lẻ có hoạt động chế biến nông sản nguồn gốc thực vật thành hàng hoá thực phẩm.
1. Cơ sở chế biến nông sản thực phẩm nhỏ lẻ
Là cơ sở chế biến nông sản thành hàng hoá thực phẩm ở quy mô hộ gia đình, hộ cá thể có/ hoặc không có Giấy chứng nhận đăng ký doanh nghiệp.
2. Nông sản thực phẩm có nguồn gốc thực vật
Là những loại thực phẩm hay hàng hoá thực phẩm được thu hái, sơ chế, chế biến từ các loại thực vật như cà phê, chè, tiêu, điều, măng, ớt...
3. Điều kiện đảm bảo an toàn thực phẩm
Là những quy chuẩn kỹ thuật và những quy định khác đối với thực phẩm, cơ sở sản xuất, kinh doanh thực phẩm và hoạt động sản xuất, kinh doanh thực phẩm do cơ quan quản lý nhà nước có thẩm quyền ban hành nhằm mục đích bảo đảm thực phẩm an toàn đối với sức khoẻ, tính mạng con người.
4. Truy xuất nguồn gốc thực phẩm
Là việc truy tìm quá trình hình thành và lưu thông thực phẩm.
1. Yêu cầu đối với cơ sở
a. Địa điểm xây dựng và môi trường
Địa điểm xây dựng nhà xưởng phải được đặt trong khu vực đảm bảo vệ sinh môi trường và an toàn thực phẩm. Cụ thể:
- Không bị ảnh hưởng từ khu vực chăn nuôi gia súc gia cầm; các khu vực ô nhiễm bụi, hóa chất độc hại và các nguồn gây ô nhiễm khác.
- Nhà xưởng nằm trong khuôn viên gia đình thì phải bố trí cách biệt hoặc có tường ngăn cách với khu vực có khả năng gây nhiễm bẩn cho sản phẩm.
- Không bị ngập nước, đọng nước.
b. Thiết kế khu vực sản xuất
- Diện tích nhà xưởng và các khu vực sản xuất phải phù hợp với công suất thiết kế của cơ sở.
- Khu vực chứa nguyên liệu, đóng gói sản phẩm, thành phẩm và các khu vực phụ trợ liên quan được thiết kế ngăn cách tách biệt hoặc phân luồng riêng để tránh lây nhiễm chéo. Trường hợp thiết kế không đạt các yêu cầu trên thì phải có biện pháp tổ chức sản xuất phù hợp để tránh lây nhiễm chéo.
c. Kết cấu khu vực sản xuất
- Nhà xưởng
Kết cấu vững chắc, trần nhà không bị dột, tường không bị rạn nứt, thấm nước và dễ làm vệ sinh.
- Nền khu vực sản xuất (bao gồm cả sân phơi, nếu quy trình sản xuất yêu cầu phải có sân phơi):
+ Cốt nền nhà xưởng sản xuất cao hơn so với sân, đường nội bộ tối thiểu là 20 cm (trừ khu vực cần bố trí cốt âm).
+ Không trơn trượt, thoát nước tốt, không thấm, đọng nước và dễ làm vệ sinh.
c. Thiết bị, dụng cụ chế biến
Được thiết kế chế tạo đảm bảo an toàn, phù hợp với yêu cầu công nghệ sản xuất, dễ bảo dưỡng và vệ sinh; phần tiếp xúc trực tiếp với sản phẩm làm bằng vật liệu an toàn, không thôi nhiễm các chất độc hại làm ảnh hưởng đến chất lượng và an toàn thực phẩm.
d. Các công trình phụ trợ
- Nước để vệ sinh và chế biến
+ Nguồn nước sử dụng để vệ sinh trang thiết bị, dụng cụ và vệ sinh tại cơ sở phải đảm bảo chất lượng nước theo quy định tại QCVN 02:2009/BYT hoặc theo Quy định của địa phương nếu nước tại khu vực chưa đạt chuẩn theo QCVN 02:2009/BYT.
+ Nguồn nước sử dụng trong chế biến thực phẩm phải đảm bảo chất lượng nước theo quy định tại QCVN 01:2009/BYT hoặc theo Quy định của địa phương nếu nước tại khu vực chưa đạt chuẩn theo QCVN 01:2009/BYT.
- Thông gió
+ Sử dụng biện pháp thông gió tự nhiên hoặc cưỡng bức; bố trí hệ thống thông gió phù hợp với đặc thù, quy mô chế biến, bảo đảm thông thoáng cho các khu vực và dễ bảo dưỡng, vệ sinh.
+ Hướng của hệ thống thông gió bảo đảm gió không được thổi từ khu vực nhiễm bẩn sang khu vực sạch.
- Chiếu sáng
+ Nguồn ánh sáng tự nhiên hay nhân tạo phải đảm bảo cường độ ánh sáng ≥ 200 Lux, đủ cho việc đi lại, theo dõi, vận hành thiết bị sản xuất.
+ Các bóng đèn phải được lắp đặt, che chắn an toàn, đảm bảo khi nổ vỡ các mảnh vỡ không rơi vào thực phẩm.
- Lối đi bộ và thoát nước
+ Lối đi nội bộ phải sạch, không tạo ra bụi bẩn.
+ Cống rãnh thoát nước thải có độ dốc, không đọng nước, thuận tiện vệ sinh khai thông thường xuyên, bảo đảm vệ sinh và môi trường.
- Xử lý chất thải
Trong khu vực sản xuất phải có đủ dụng cụ thu gom, đựng chất thải, rác thải, bảo đảm kín, đặt ở nơi thuận tiện và được vệ sinh thường xuyên.
2. Yêu cầu về điều kiện vệ sinh và bảo hộ lao động, vệ sinh cá nhân
a. Điều kiện vệ sinh
- Khu vực sản xuất, trang thiết bị dụng cụ sản xuất phải luôn duy trì trong điều kiện hợp vệ sinh.
- Cơ sở phải có tối thiểu 01 vòi rửa tay hoặc bồn rửa tay, có đầy đủ nước sạch, xà phòng, khăn lau tay đảm bảo vệ sinh.
- Cơ sở phải có nơi riêng để thay đồ bảo hộ lao động.
- Cơ sở phải có tối thiểu 01 nhà vệ sinh tự hoại đạt yêu cầu theo QCVN 01:2011/BYT.
- Khu vực vệ sinh của cơ sở phải bố trí ngăn cách với khu vực sản xuất, chế biến; cửa nhà vệ sinh không được mở thông vào khu vực bảo quản thực phẩm.
- Cơ sở phải có quy định về chế độ, tần suất làm vệ sinh.
b. Điều kiện bảo hộ lao động và vệ sinh cá nhân
- Người lao động làm việc trong cơ sở phải được trang bị bảo hộ lao động và tuân thủ các quy định về thực hành đảm bảo vệ sinh; thay trang phục bảo hộ lao động trước và sau khi làm việc;
- Tại khu vực thành phẩm phải mặc trang phục bảo hộ riêng, đội mũ, đi găng tay chuyên dùng, đeo khẩu trang.
3. Yêu cầu về quản lý chất lượng, an toàn thực phẩm
Cơ sở phải phân công người theo dõi về quản lý chất lượng.
4. Yêu cầu về hóa chất bảo quản, tẩy rửa, khử trùng, phòng chống sinh vật gây hại
- Phù hợp với mục đích sử dụng, còn hạn sử dụng; việc sử dụng, bảo quản hóa chất phải bảo đảm an toàn và không gây nhiễm vào sản phẩm.
- Không sử dụng hóa chất khử trùng, tiêu độc và diệt sinh vật gây hại trong khu vực đang sản xuất, chứa sản phẩm và bao gói.
- Nghiêm cấm sử dụng các hóa chất không được phép sử dụng, không rõ nguồn gốc, không còn nguyên vẹn nhãn mác, hết hạn sử dụng.
5. Yêu cầu về nguyên liệu, phụ gia, chất hỗ trợ chế biến, bao bì, vật chứa thực phẩm, bảo quản, ghi nhãn sản phẩm.
a. Nguyên liệu, phụ gia, chất hỗ trợ chế biến, chất bảo quản sử dụng trong chế biến thực phẩm
- Nguyên liệu nông sản ban đầu dùng để chế biến thực phẩm phải bảo đảm an toàn và giữ nguyên các thuộc tính vốn có của nó. Các nguyên liệu tạo thành thực phẩm không được tương tác với nhau để tạo ra các sản phẩm gây hại đến sức khỏe, tính mạng con người.
- Phụ gia thực phẩm, chất hỗ trợ chế biến thực phẩm, chất bảo quản sử dụng trong chế biến thực phẩm phải có nguồn gốc, xuất xứ rõ ràng, thuộc danh mục được phép sử dụng, còn hạn sử dụng và đảm bảo an toàn thực phẩm theo quy định.
b. Bao bì, dụng cụ tiếp xúc trực tiếp với nguyên liệu, thực phẩm
- Đối với bao bì, dụng cụ làm bằng nhựa tổng hợp phải đáp ứng theo quy định tại QCVN 12-1:2011/BYT
- Đối với bao bì, dụng cụ làm bằng cao su phải đáp ứng theo quy định tại QCVN 12-2:2011/BYT.
- Đối với bao bì, dụng cụ làm bằng kim loại phải đáp ứng theo quy định tại QCVN 12-3:2011/BYT.
- Đối với bao bì, dụng cụ tiếp xúc trực tiếp với nguyên liệu, thực phẩm chưa có QCVN hoặc các quy định, phải sử dụng các loại bao bì làm bằng vật liệu bảo đảm an toàn, không thôi nhiễm các chất độc hại, không làm ảnh hưởng đến chất lượng và an toàn thực phẩm, không bị ô nhiễm các tác nhân gây ảnh hưởng đến sức khỏe người sử dụng.
c. Bảo quản nguyên liệu, sản phẩm
- Khu vực chứa đựng, bảo quản nguyên liệu, bao bì, bán thành phẩm
Phải được bảo quản trong khu vực riêng hoặc được phân luồng riêng; diện tích phải đủ rộng, an toàn, có đầy đủ giá, kệ bảo quản làm bằng các vật liệu an toàn.
- Khu vực bảo quản thành phẩm
Phải được bảo quản trong khu vực riêng hoặc được phân luồng riêng và có đầy đủ giá, kệ bảo quản làm bằng các vật liệu an toàn. Quy cách bảo quản ở vị trí cách nền tối thiểu 20 cm, cách tường tối thiểu 30 cm và cách trần tối thiểu 50 cm.
6. Yêu cầu đối với chủ cơ sở, người trực tiếp chế biến thực phẩm
- Chủ cơ sở và người tiếp xúc với thực phẩm trong quá trình chế biến phải thực hiện theo quy định tại Quyết định số 21/2007/QĐ-BYT ngày 12/3/2007 của Bộ trưởng Bộ Y tế Quy định về điều kiện sức khỏe đối với những người tiếp xúc trực tiếp trong quá trình chế biến thực phẩm bao gói sẵn và kinh doanh thực phẩm ăn ngay.
- Chủ cơ sở và người lao động phải được tập huấn và được cấp Giấy xác nhận kiến thức an toàn thực phẩm do cơ quan có thẩm quyền cấp và còn hạn sử dụng.
IV. Yêu cầu về chất lượng sản phẩm và ghi nhãn
1. Tiêu chuẩn chất lượng và phương pháp thử
- Đối với các sản phẩm đã có Tiêu chuẩn quốc gia (TCVN), cơ sở phải thực hiện áp dụng theo TCVN tương ứng.
- Đối với các sản phẩm chưa có Tiêu chuẩn quốc gia (TCVN), cơ sở phải thực hiện xây dựng Quy trình sản xuất chế biến đảm bảo an toàn thực phẩm và xây dựng các tiêu chuẩn cơ sở cho sản phẩm.
2. Ghi nhãn sản phẩm
- Ghi nhãn sản phẩm theo quy định tại Nghị định số 43/2017/NĐ-CP ngày 14/4/2017 của Chính phủ về ghi nhãn hàng hoá/ hoặc các quy chuẩn, tiêu chuẩn kỹ thuật quốc gia tương ứng (nếu có).
3. Truy xuất nguồn gốc
Cơ sở phải có quy trình sản xuất chế biến để kiểm soát quá trình chế biến đảm bảo cho sản phẩm đạt chất lượng và an toàn thực phẩm; Thực hiện ghi chép hàng ngày và lưu giữ sổ sách ghi chép giám sát sản xuất, vệ sinh, đảm bảo truy xuất nguồn gốc khi cần thiết. Thời gian lưu giữ sổ sách tối thiểu 01 năm tính từ ngày hết hạn sử dụng.
TÀI LIỆU THAM KHẢO
1. TCVN 5603:2008 Quy phạm thực hành về những nguyên tắc chung đối với vệ sinh thực phẩm.
2. TCVN ISO 22000:2007 Hệ thống quản lý an toàn thực phẩm - Yêu cầu đối với các tổ chức trong chuỗi thực phẩm.
3. Tài liệu tập huấn An toàn thực phẩm nông lâm thủy sản (ban hành theo Quyết định số 381/QĐ-QLCL ngày 12/9/2014 của Cục Quản lý chất lượng nông lâm sản và thủy sản).
4. Một số tài liệu xây dựng hệ thống quản lý chất lượng của các doanh nghiệp.
MỤC LỤC TÀI LIỆU
Phần I. Hướng dẫn chung
Phần II. Hướng dẫn cụ thể đối với một số cơ sở chế biến nông sản
A. Cơ chế biến cà phê nhân
B. Cơ sở chế biến cà phê rang xay, cà phê hòa tan
C. Cơ sở chế biến hạt điều
D. Cơ sở chế biến hạt tiêu
E. Cơ sở chế biến rau quả
F. Cơ sở chế biến chè
G. Cơ sở sơ chế và lên men ca cao
H. Cơ sở chế biến nông sản nhỏ lẻ từ thực vật
Tài liệu tham khảo
- 1 Thông tư 11/2018/TT-BNNPTNT Quy chuẩn kỹ thuật quốc gia về chợ đầu mối, chợ đấu giá nông lâm thủy sản - Yêu cầu đảm bảo an toàn thực phẩm do Bộ trưởng Bộ Nông nghiệp và Phát triển nông thôn ban hành
- 2 Công văn 2667/GSQL-GQ1 năm 2018 về ngăn chặn hàng hóa nhập khẩu không đảm bảo an toàn thực phẩm do Cục Giám sát quản lý về Hải quan ban hành
- 3 Công văn 2057/BVTV-ATTPMT năm 2018 về thông báo ngăn chặn nhập khẩu sản phẩm ngô và rau đông lạnh không đảm bảo an toàn thực phẩm do Cục Bảo vệ thực vật ban hành
- 4 Thông tư 09/2018/TT-BYT về Danh mục hóa chất, chế phẩm diệt côn trùng, diệt khuẩn dùng trong gia dụng và y tế thuộc lĩnh vực quản lý nhà nước của Bộ Y tế được xác định mã số hàng hóa theo Danh mục hàng hóa xuất khẩu, nhập khẩu Việt Nam do Bộ trưởng Bộ Y tế ban hành
- 5 Nghị định 15/2018/NĐ-CP hướng dẫn Luật an toàn thực phẩm
- 6 Nghị định 43/2017/NĐ-CP về nhãn hàng hóa
- 7 Quyết định 1348/QĐ-BNN-TCCB năm 2017 quy định về chức năng, nhiệm vụ, quyền hạn và cơ cấu tổ chức của Cục Chế biến và Phát triển thị trường Nông sản do Bộ trưởng Bộ Nông nghiệp và Phát triển nông thôn ban hành
- 8 Thông tư 50/2016/TT-BYT quy định giới hạn tối đa dư lượng thuốc bảo vệ thực vật trong thực phẩm do Bộ trưởng Bộ Y tế ban hành
- 9 Nghị định 66/2016/NĐ-CP Quy định điều kiện đầu tư kinh doanh về bảo vệ và kiểm định thực vật; giống cây trồng; nuôi động vật rừng thông thường; chăn nuôi; thủy sản; thực phẩm
- 10 Văn bản hợp nhất 02/VBHN-BYT năm 2015 hợp nhất Thông tư hướng dẫn việc quản lý phụ gia thực phẩm do Bộ Y tế ban hành
- 11 Quyết định 381/QĐ-QLCL năm 2014 về tài liệu tập huấn và bộ câu hỏi đánh giá kiến thức về an toàn thực phẩm nông lâm thủy sản do Cục trưởng Cục Quản lý Chất lượng Nông lâm sản và Thủy sản ban hành
- 12 Thông tư 27/2012/TT-BYT hướng dẫn việc quản lý phụ gia thực phẩm do Bộ trưởng Bộ Y tế ban hành
- 13 Thông tư 74/2011/TT-BNNPTNT quy định về truy xuất nguồn gốc, thu hồi và xử lý thực phẩm nông lâm sản không bảo đảm an toàn do Bộ Nông nghiệp và Phát triển nông thôn ban hành
- 14 Luật an toàn thực phẩm 2010
- 15 Luật Hóa chất 2007
- 16 Quyết định 21/2007/QĐ-BYT Quy định về điều kiện sức khoẻ đối với những người tiếp xúc trực tiếp trong quá trình chế biến thực phẩm bao gói sẵn và kinh doanh thực phẩm ăn ngay do Bộ trưởng Bộ Y tế ban hành
- 1 Công văn 2057/BVTV-ATTPMT năm 2018 về thông báo ngăn chặn nhập khẩu sản phẩm ngô và rau đông lạnh không đảm bảo an toàn thực phẩm do Cục Bảo vệ thực vật ban hành
- 2 Công văn 2667/GSQL-GQ1 năm 2018 về ngăn chặn hàng hóa nhập khẩu không đảm bảo an toàn thực phẩm do Cục Giám sát quản lý về Hải quan ban hành
- 3 Thông tư 11/2018/TT-BNNPTNT Quy chuẩn kỹ thuật quốc gia về chợ đầu mối, chợ đấu giá nông lâm thủy sản - Yêu cầu đảm bảo an toàn thực phẩm do Bộ trưởng Bộ Nông nghiệp và Phát triển nông thôn ban hành