
TIÊU CHUẨN NGÀNH
3TCN 189 - 72
DAO TIỆN GẮN THÉP GIÓ
DAO TIỆN LỖ KHÔNG THÔNG
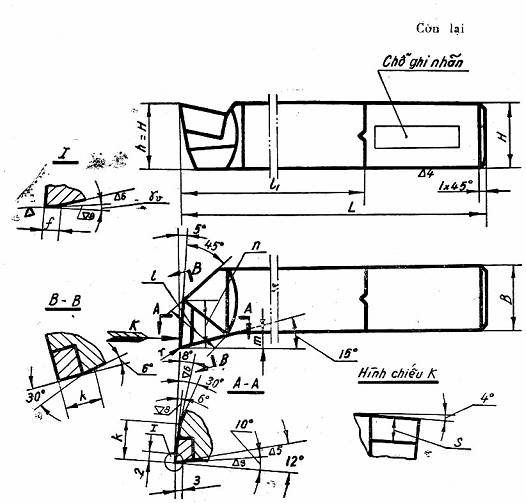
Ví dụ: Kí hiệu qui ước dao tiện lỗ không thông có mặt cắt thân dao 20 x 20mm và chiều dài L = 200mm, gắn thép gió P18:
Dao tiện 20 x 20 x 200 - P18 3TCN 189 - 72.
KÍCH THƯỚC mm
| Kích thước mặt cắt thân dao | L | l1 | d | m | k » | n » | r » | Mảnh thép gió theo 3TCN 207-72 | Đường kính lỗ tiện nhỏ nhất | |||
| H | B | Số hiệu | l | S | ||||||||
| 16 | 16 | 150 | 60 | 16 | 4 | 9 | 11 | 1 | G01 | 12 | 6 | 30 |
| 200 | 80 | 16 | 4 | 9 | 11 | 1 | G01 | 12 | 6 | 30 | ||
| 20 | 20 | 150 | 60 | 20 | 5 | 12 | 14 | 1 | G02 | 16 | 8 | 36 |
| 200 | 80 | 20 | 5 | 12 | 14 | 1 | G02 | 16 | 8 | 36 | ||
| 250 | 125 | 20 | 5 | 12 | 14 | 1 | G02 | 16 | 8 | 36 | ||
| 25 | 25 | 200 | 80 | 25 | 6 | 15 | 17 | 1 | G03 | 20 | 10 | 45 |
| 250 | 125 | 25 | 6 | 15 | 17 | 1 | G03 | 20 | 10 | 45 | ||
| 300 | 150 | 25 | 6 | 15 | 17 | 1 | G03 | 20 | 10 | 45 | ||
Chú thích: 1. Chỉ khi gia công thép thì kết cấu mặt cắt trước của dao mới làm vát. Trị số vát f = (0,8 ÷ 1,0)S, trong đó S, - lượng chạy dao mm/vòng.
Trong sản xuất tập trung, lấy f = 1mm; gv = 50.
2. Theo yêu cầu của khách hàng, cho phép sản xuất dao tiện có các trị số góc độ và độ nhẵn khác quy định trong các hình vẽ trên.
1- Vật liệu phần cắt: Thép gió nhãn hiệu P18 hoặc P9 (theo G0CT 9373-60).
Hính dáng và kích thước của mảnh thép gió theo 3TCN 207-72.
Độ cứng phần cắt không thấp hơn HRC 62.
2 - Vật liệu thân dao: Thép 45 hoặc 50 (theo G0CT 1050-60).
Độ cứng thân dao không thấp hơn HRC28.
3 - Sai lệch cho phép:
a) Kích thước L: Sai lệch cho phép lấy bằng 2 lần B10 theo TCVN 42-63.
b) Kích thước H và B:
Đối với dao chỉ gia công mặt tựa (chế tạo từ thép cán nóng), thì sai lệch cho phép của H như sau:
- Nếu H = 16 và 20 mm, sai lệch cho phép là - 1,5 mm;
- Nếu H = 25 mm, sai lệch cho phép là - 2 mm;
Đối với dao được gia công tất cả các mặt, thì sai lệch cho phép của H và B lấy theo L16 theo TCVN 40 - 63.
c) Lấy kích thước h: sai lệch cho phép lấy bằng 2 lần cấp chính xác 8, với khoảng dung sai phân bố đối xứng.
d) Các kích thước còn lại: sai lệch cho phép lấy theo cấp chính xác 10, với khoảng dung sai phân bố đối xứng.
4 - Yêu cầu của phần cắt: Trên phần cắt không được có vết nứt, vết xước và rìa thừa. Trên lưỡi cắt không được sứt mẻ hoặc gồ ghề.
5 - Yêu cầu của mối hàn: Mối hàn giữa mảnh thép gió và thân dao phải bền vững; chiều dày lớp kim loại hàn không được lớn quá 0,2 mm. Chỗ gián đoạn của mối hàn không được lớn quá 20% chiều dài hàn.
6- Ghi nhãn
Trên một mặt bên của mỗi dao cần ghi rõ:
a) Nhãn hàng của nhà máy chế tạo dao;
b) Nhãn hiệu thép gió;
c) Kích thước mặt cắt thân dao H x B.
7 - Các yêu cầu kỹ thuật khác: Theo 3TCN 208-72.