
TI�U CHUẨN QUỐC GIA
TCVN 12729:2019
ISO 19952:2005
GIẦY D�P - TỪ VỰNG
Footwear - Vocabulary
Lời n�i đầu
TCVN 12729:2019 ho�n to�n tương đương với ISO 19952:2005.
TCVN 12729:2019 do Ban kỹ thuật ti�u chuẩn quốc gia TCVN/TC 216 Giầy d�p bi�n soạn, Tổng cục Ti�u chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học v� C�ng nghệ c�ng bố.
GIẦY D�P - TỪ VỰNG
Footwear - Vocabulary
1 �Phạm vi �p dụng
Ti�u chuẩn n�y định nghĩa c�c thuật ngữ được sử dụng trong ng�nh c�ng nghiệp giầy d�p. C�c thuật ngữ v� định nghĩa được liệt k� theo bảng chữ c�i tiếng Anh
Ti�u chuẩn n�y nhằm tạo thuận lợi cho việc trao đổi th�ng tin trong lĩnh vực giầy d�p.
2 �Thuật ngữ v� định nghĩa
2.1
Vật liệu m�i
Chất cứng bất kỳ c� thể l�m m�n đi một vật liệu mềm hơn bằng c�ch ch� x�t, thường được sử dụng khi xử l� c�c vật liệu để kết d�nh.
2.2
Sự kết d�nh
Trạng th�i gắn hai bề mặt với nhau bằng c�c lực mặt ph�n giới
2.3
Chất kết d�nh
Chất c� khả năng gắn c�c vật liệu với nhau bằng li�n kết bề mặt.
2.4
Bốt lửng
Bốt c� mũ che phủ vừa hết mắt c� ch�n (mắt c�)
2.5
L� đề
Phần ở ch�nh giữa ph�a tr�n c�ng của lắc hoặc v�ng tương đương của phom giầy.
Xem H�nh 1
2.6
V�m ch�n
(b�n ch�n) mặt dưới của b�n ch�n bị l�m ở đoạn giữa c�c đầu xương b�n ch�n v� g�t.
(phom) vị tr� tr�n phom tương đương với vị tr� tr�n b�n ch�n.
2.7
Bộ phận đỡ v�m ch�n
Miếng được định h�nh thường l� cao su cứng hoặc vật liệu tương tự được lắp v�o đế trong ở v�ng v�m ch�n.
2.8
Lắp r�p
Lắp hoặc gh�p c�c chi tiết kh�c nhau của giầy v�o phom
2.9
Bệ riễu được gắn
Bệ riễu (2.124), thường bằng vải, được cố định tr�n đế trong để tạo ra một đường gờ giống bệ riễu đế trong của giầy Goodyear.
Xem H�nh 2.
2.10
Vật liệu gia cường
Miếng vật liệu bất kỳ được �p v�o miếng vật liệu kh�c để l�m tăng độ bền hoặc gia cường.
2.11
Đường may đấu hậu
Đường may ở ph�a hậu để nối hoặc đ�ng k�n mũ giầy.
2.12
Gấp m�p
Gấp nếp
Qu� tr�nh gấp một m�p l�n tr�n, thường l� đường cổ giầy.
CH� TH�CH �M�p gấp thường được giữ cố định bằng chất kết d�nh.
2.13
Viền
(vật liệu) dải vật liệu hẹp được gắn hoặc được bọc xung quanh m�p (của một chi tiết).
(qu� tr�nh) gắn một dải hẹp xung quanh m�p.
2.14
May h�t
(qu� tr�nh) phương ph�p hoặc m�y may đường may m�c x�ch (2.31) được ph�t minh bởi Blake.
(chi tiết) đế được may bằng đường may m�c x�ch (2.31), một chỉ hoặc hai chỉ.
Xem H�nh 3.
2.15
Giầy cao cổ (bốt)
Giầy c� phần ống ch�n cao qu� mắt c� ch�n.
2.16
R�p đế
(qu� tr�nh) gh�p tất cả c�c phần của đế giầy v�o với nhau.
(c�c chi tiết) c�c phần đế của giầy d�p bao gồm: đế trong, riễu, đế trung gian, độn giữa, đế giữa v� đế ngo�i.
So s�nh chi tiết (2.40)
2.17
Độn điền đầy
Chất độn
Vật liệu được sử dụng để l�m đầy chỗ rỗng ph�a trong m�p ch�n g� khi r�p đế ngo�i, thường sử dụng nỉ hoặc gỗ xốp.
Xem H�nh 2, H�nh 4 v� H�nh 5.
2.18
Đế liền g�t
Đế liền khối hoặc đế ho�n chỉnh đ� được gắn g�t.
2.19
Đệm mũi giầy
C�ch biểu thị (của người Mỹ) đối với pho mũi (2.154).
2.20
Rạn nứt
Sự xuất hiện tr�n bề mặt cật của da khi gấp hoặc uốn cong v�o b�n trong.
2.21
Sự th�ng hơi
Khả năng của vật liệu cho ph�p hơi nước đi qua.
2.22
M�i nh�m
Tạo được độ s�ng hoặc l�m b�ng hoặc tạo nh�m hoặc ch� x�t khi chuẩn bị qu� tr�nh kết d�nh.
2.23
G�t gh�p
G�t gồm một số lớp hoặc tầng.
2.24
Đốt m�p
Qu� tr�nh xử l� ho�n thiện để l�m tăng độ s�ng b�ng hoặc xử l� m�p bằng c�ch t�c động nhiệt v�o cạnh d�y sao cho tạo ra v�ng lượn tr�n của m� giầy.
2.25
Đường may nối
Đường may (2.130) được tạo ra bằng c�ch gi�p hai m�p v�o nhau m� kh�ng chồng l�n nhau, thường may bằng đường may zic zắc.
2.26
California
Cấu tr�c trong đ� mũ được may với đế trong mềm mại hoặc mặt tẩy nhẹ sao cho tạo th�nh một t�i để lồng phom v�o.
CH� TH�CH �Sau đ� sử dụng một dải viền để bọc m�p của đế giữa trước khi d�n với đế ngo�i.
Xem H�nh 6
2.27
Ch�p
Phần che v�ng ng�n ch�n của chi tiết lắc.
So s�nh mũi giầy (2.153), mũi h�nh c�nh (2.189)
2.28
Giầy d�p th�ng thường
Giầy d�p được thiết kế v� sản xuất để ph� hợp cho c�c hoạt động thư gi�n, giải tr�.
2.29
Keo d�n
Thuật ngữ thương mại trong ng�nh giầy d�p của chất kết d�nh.
2.30
Cấu tr�c
2.30.1
Cấu tr�c d�n keo
Phương ph�p kết cấu ở đ� mũ giầy được cố định hoặc được g� v�o đế trong c� sử dụng chất kết d�nh.
So s�nh d�n (2.146)
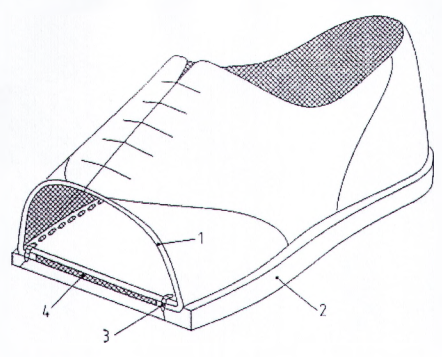
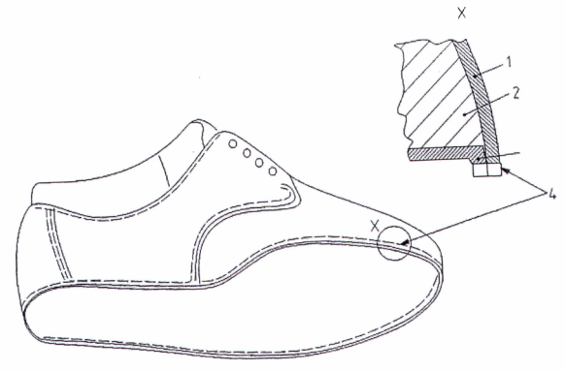
2.30.2
Cấu tr�c d�n đế
Giầy c� đế được d�n ho�n to�n bằng chất kết d�nh.
So s�nh d�n (2.146)
Xem H�nh 4.
2.31
Đường may m�c x�ch
Mũi may được tạo ra bằng sợi chỉ đơn đưa qua đưa lại qua một lỗ tr�n vật liệu v� bắt v�o một v�ng tạo bởi mũi may trước.
2.32
Giầy d�p học sinh
Xem gi�y d�p học sinh (2.129).
2.33
Ch�m đế
Phần cứng nh� ra của v�n đế.
2.34
Đế soải
Đế dạng bậc thang c� chứa c�c ch�m.
2.35
Vải tr�ng phủ
Vật liệu dệt được phủ một lớp polyme hoặc chất dẻo như l� polyuretan hoặc polyvinyl clorua (PVC)
2.36
Da tr�ng phủ
Da c� lớp phủ bề mặt kh�ng vượt qu� một phần ba tổng độ d�y của sản phẩm nhưng lớp phủ d�y hơn 0,15 mm.
[1]
2.37
Sự b�m d�nh
Trạng th�i m� c�c ph�n tử của một chất đơn lẻ được li�n kết với nhau bằng c�c lực h�a trị một hoặc h�a trị hai.
2.38
Giầy đ�ng
Giầy được thiết kế v� sản xuất để tạo ra được sự bảo vệ đặc biệt cho người sử dụng ở nhiệt độ dưới kh�ng độ v� trong băng tuyết hoặc tr�n c�c bề mặt đ�ng băng ở dưới ch�n.
CH� TH�CH �Cũng ph� hợp cho c�c m�i trường lạnh qui định.
2.39
Cổ giầy
Phần được gắn với đường cổ giầy hoặc m�p tr�n c�ng của m�.
So s�nh cổ giầy (46)
2.40
Chi tiết
Phần bất kỳ của giầy d�p, v� dụ: mũ, đế ngo�i, l�t v.v...
2.41
Điều h�a
(nh� m�y) sự l�m ẩm hoặc t�c động nhiệt v�/hoặc l�m ẩm vật liệu, thường để hỗ trợ việc tạo h�nh d�ng.
(ph�ng thử nghiệm) to�n bộ c�ng đoạn, được thiết kế để đưa mẫu hoặc mẫu thử, trước khi thử, v�o một điều kiện thử qui định c� li�n quan đến nhiệt độ v� độ ẩm, bằng c�ch giữ mẫu hoặc mẫu thử ở m�i trường điều h�a trong một khoảng thời gian x�c định.
[TCVN 10071 (ISO 18454)]
2.42
M�i trường điều h�a
M�i trường để giữ mẫu hoặc mẫu thử trước khi thử.
CH� TH�CH �M�i trường n�y được m� tả bởi c�c gi� trị qui định đối với một hoặc nhiều th�ng số về nhiệt độ v� độ ẩm tương đối m� tại đ� được giữ trong khoảng dung sai qui định trong một khoảng thời gian x�c định.
[TCVN 10071 (ISO 18454)]
2.43
Cấu tr�c
(qu� tr�nh) phương ph�p hoặc qu� tr�nh cụ thể được sử dụng để tạo ra hoặc lắp gh�p đế (đế ngo�i).
(kết quả qu� tr�nh) c�ch gắn đế ngo�i với mũ.
2.44
Pho hậu
Hỗ trợ để tạo ra độ cứng, được đưa v�o giữa l�t mũ v� mũ, ở v�ng g�t.
So s�nh pho hậu (2.141)
2.45
G�t bọc
G�t được bọc to�n bộ bằng một vật liệu
2.46
Cổ giầy
Phần mũ tiếp nối với đường cổ giầy hoặc m�p tr�n c�ng của m� giầy.
So s�nh cổ giầy (2.39)
2.47
Diện t�ch cắt
Diện t�ch c� thể sử dụng của da để cắt th�nh c�c chi tiết.
2.48
V�ng chữ d
Miếng kim loại hoặc miếng chất dẻo thường được sử dụng trong giầy thể thao, cho ph�p luồn d�y qua, nhưng kh�c với � d� (2.58) hoặc m�c d�y (2.95)
2.49
Đế đ�c trực tiếp
Xem đ�c trực tiếp (2.50)
2.50
Đ�c trực tiếp
Dạng cấu tr�c c� đế được đ�c trực tiếp v�o mũ, th�ng thường mũ được giữ tr�n phom hoặc ch�n giả.
2.50.1
�c phun
Loại đ�c trực tiếp trong đ� đế được tạo th�nh từ polyme nhiệt dẻo, ở trạng th�i n�ng chảy, được �p v�o khu�n.
2.50.2
Lưu h�a trực tiếp
Loại cấu tr�c trong đ� đặt cao su chưa xử l� v�o trong khu�n đ�c đế tiếp x�c với m�p ch�n g� của mũ v� được xử l� hoặc lưu h�a tại chỗ th�ng qua t�c dụng nhiệt v� lực �p.
CH� TH�CH� Thỉnh thoảng được gọi l� đ�c.
2.50.3
Đ�c phản ứng (polyuretan)
Loại cấu tr�c trong đ� đế PUR tạo th�nh trong khu�n được gắn v�o mũ đ� g� tr�n phom bằng c�ch trộn c�c th�nh phần của PUR (v� dụ: polyol v� isocyanat), ngay trước khi ch�ng được đưa v�o khu�n đ�c v� c�c th�nh phần phản ứng trong khu�n để tạo th�nh đế ngo�i PUR xốp.
2.51
Hướng k�o gi�n
Hai hướng tương ứng với độ gi�n nhiều nhất v� �t nhất (modul), thường xuất hiện tr�n sản phẩm bằng da, nhưng cũng xuất hiện tr�n c�c vật liệu kh�c l�m mũ.
2.52
Tỷ trọng đ�p
Tỷ trọng k�p
Vật liệu đế gồm hai lớp c� tỷ trọng kh�c nhau, từ một hoặc hai polyme c� kết cấu đặc v�/hoặc xốp.
2.53
Đế k�p
Đế bao gồm hai lớp.
2.54
Gi� trị đo độ cứng
Độ cứng, thường của c�c vật liệu đế.
2.55
M�p
2.55.1
Ho�n thiện m�p
T�c động mực hoặc chất m�u v�o c�c m�p th�.
2.55.2
Thanh dẫn m�p
Dụng cụ cơ học được lắp v�o thiết bị để hỗ trợ việc h�nh th�nh c�c m�p, thường được lắp v�o m�y may.
2.55.3
L� m�p
Qu� tr�nh xử l� nhiệt để l�m nhẵn c�c m�p.
2.55.4
Cơ cấu định h�nh
Định h�nh
So s�nh với l� m�p (2.55.3)
2.55.5
X�n m�p
Thao t�c cắt một chi tiết sao cho m�p gọn g�ng v�/hoặc khớp với chi tiết liền kề.
CH� TH�CH �Việc x�n m�p thường đi c�ng với đường may cổ giầy.
2.56
Cỡ số Anh
Đơn vị đo chiều d�i của giầy bằng một phần ba inch.
2.57
Đế b�
Đế c� m�p nh� ra xung quanh đường gờ m�p.
2.58
� d�
Ống nhỏ hoặc trụ nhỏ bằng kim loại hoặc chất dẻo được đặt xuy�n qua chiều d�y của mũ để luồn d�y hoặc chỉ.
So s�nh v�ng chữ d (2.48)
2.58.1
Chi tiết � d�
Nẹp � d�
H�ng � d�
Phần mũ c� c�c � d� (thường theo h�ng)
2.58.2
Tăng cường nẹp � d�
C�ch gia cường để ngăn c�c � d� bị k�o ra khỏi chi tiết � d�.
2.59
Giầy d�p thời trang
Giầy d�p được thiết kế v� sản xuất để đi lại nhẹ nh�ng, c� kiểu d�ng thịnh h�nh.
2.60
Độ bền mỏi
(độn cứng) độ bền của độn cứng sau c�c chu kỳ t�c dụng tải trọng lặp đi lặp lại, dưới c�c điều kiện qui định.
(g�t) độ bền của g�t đối với c�c va đập lặp đi lặp lại được tạo ra bởi con lắc, mỗi loại g�t c� năng lượng va đập qui định.
2.61
Đường gờ m�p
Đường biểu thị ranh giới giữa đế v� mũ.
2.62
Tấm xơ �p
Vật liệu được l�m từ xơ, nhưng thường l� da hoặc xenlulo, đ� được ho�n nguy�n th�nh tấm (hoặc bản) bằng c�ch sử dụng kỹ thuật l�m giấy.
2.63
Ho�n thiện
Qu� tr�nh thực hiện c�c qui tr�nh xử l� cuối c�ng, c�c chất m�u v� chất l�m b�ng giầy d�p.
2.64
Độ vừa vặn
(qu� tr�nh) l�m cho c�c k�ch thước của b�n ch�n tương xứng một c�ch ch�nh x�c nhất với cỡ b�n ch�n đ� cho.
(k�ch thước) ph�p đo sự kh�c biệt của phom giầy đế k�ch thước của b�n ch�n vừa vặn nhất với k�ch cỡ đ� cho.
2.65
G� phẳng
Xem cấu tr�c d�n keo (2.30.1)
2.66
Gấp nếp
Xem gấp m�p (2.12)
2.67
Đệm ch�n
Bộ phận được lắp v�o đế trong/l�t giầy thường để hỗ trợ sự vừa vặn v�/hoặc thoải m�i, v� dụ: bao xung quanh hoặc chống va đập.
2.68
Giầy d�p
Giầy
(c�c) sản phẩm c� c�c vật liệu kh�c nhau l�m đế (đế ngo�i) v� mũ được thiết kế để bảo vệ hoặc che phủ b�n ch�n.
[1]
2.69
G� cưỡng bức
Phương ph�p g� trong đ� mũ được gắn với đế trong hoặc l�t giầy v� �p l�n phom.
2.70
Phần mũi
Nửa ph�a trước của phom hoặc giầy, nghĩa l�: ph�a đầu ng�n ch�n.
2.71
L�t mặt ho�n chỉnh
Xem l�t mặt (2.135)
2.72
D�ng đi
Đặc điểm của chuyển động đi bộ.
2.73
Ghệt
Sản phẩm bao xung quanh ph�a dưới c�ng của ống ch�n v� che phủ phần tr�n c�ng của b�n ch�n/giầy
CH� TH�CH �Ghệt cũng c� thể che phủ phần ống ch�n ph�a dưới đầu gối.
2.74
Giầy thể thao th�ng dụng
Giầy được thiết kế v� sản xuất ph� hợp để đi trong c�c hoạt động thể thao kh�ng chuy�n kh�c nhau, v� dụ: chạy bộ, c�c m�n thể thao c� vợt kh�ng phổ biến, c�c tr� chơi tr�n s�n như b�ng rổ, tập luyện nhẹ th�ng thường.
2.75
Phương ph�p may riễu
Loại cấu tr�c trong đ� riễu (2.182) v� mũ được may v�o bệ riễu đế trong bằng m�y may riễu (2.185); sau đ� riễu được may v�o đế giữa (2.106) hoặc đế ngo�i (2.115).
Xem H�nh 2.
2.76
Cỡ
Nh�n cỡ
Để tạo ra một dải tất cả c�c k�ch cỡ c� mẫu giống nhau, c�c cỡ trung gian c�ch đều nhau, ở giữa cỡ lớn nhất v� cỡ nhỏ nhất.
2.77
L�t lửng
L�t g�t
L�t mặt chỉ che phủ một nửa diện t�ch c� thể nh�n thấy của đế trong (2.92), thường l� phần cuối g�t.
2.78
Halogen h�a
Qu� tr�nh xử l�, thường c� clo, để gia tăng khả năng kết d�nh c�c vật liệu.
CH� TH�CH �Cũng c� thể sử dụng c�c halogen kh�c như iốt hoặc br�m.
2.79
G�t
(b�n ch�n) phần ph�a sau của b�n ch�n được tạo th�nh bởi hai xương, xương x�n v� xương g�t.
(giầy) bộ phận đỡ được đặt ph�a dưới phần hậu của giầy để tạo được tư thế mong muốn.
2.80
G�c g�t
Độ dốc hoặc g�c của mặt g�t, nơi đặt g�t ch�n tr�n đ�.
Xem H�nh 7.
2.81
Cửa khẩu của g�t
Mặt ph�a trước của g�t.
Xem H�nh 7.
2.82
Đệm l�t g�t
Dải vật liệu được d�ng ở b�n trong ph�a sau của giầy để ngăn ngừa trượt g�t trong khi đi bộ.
2.83
Độ cao g�t
Độ cao của g�t được đo theo phương thẳng đứng từ s�n đến chỗ cao nhất của g�t ở ph�a sau, bao gồm cả phủ g�t.
Xem H�nh 7.
2.84
Mảnh g�t
Lớp vật liệu đơn tạo th�nh g�t gh�p, kh�ng kể phủ g�t.
2.85
Mặt g�t
Phần g�t tiếp x�c với mũ.
Xem H�nh 7.
2.86
Gia cường phủ g�t
Sự gia cường bằng kim loại, cao su hoặc chất dẻo, được cố định với mặt dưới của phủ g�t để tạo được sự chống m�i m�n gia tăng tại điểm n�y trong khi đi bộ.
Xem H�nh 7.
2.87
Giầy d�p thời trang cao cấp
Giầy d�p thời vụ, được thiết kế v� sản xuất với kiểu d�ng thời trang ưa th�ch l� th�ng số quan trọng nhất.
2.88
Giầy d�p đi trong nh�
Giầy d�p được thiết kế v� sản xuất do c� sự thoải m�i v� độ bền tương xứng, d�ng để đi trong nh�, xung quanh nh�, kh�ng ph� hợp để sử dụng l�m giầy dạo phố v� kh�ng d�ng để bảo vệ ở thời tiết v� m�i trường khắc nghiệt.
2.89
Giầy d�p trẻ em
Giầy d�p được thiết kế v� sản xuất để ph� hợp cho trẻ em đi h�ng ng�y c� k�ch cỡ từ 16 đến 22. Xem hệ cỡ số giầy Ph�p (2.116).
2.90
Mang trong
Ph�a b�n phải của b�n ch�n/phom/giầy tr�i v� ph�a b�n tr�i của b�n ch�n/phom/giầy phải.
2.91
L�t giầy
Chi tiết, thường c� nhiều lớp (c� thể th�o rời hoặc kh�ng) che phủ đế trong (2.92) để l�m tăng t�nh năng của tổ hợp đế (v� dụ: sự thoải m�i, độ giảm chấn).
2.92
Đế trong
Chi tiết được sử dụng để tạo th�nh lớp nền của giầy thường được gắn v�o mũ khi g� giầy.
2.93
L�t giữa
Chi tiết ở giữa l�t mũ v� mũ.
2.94
D�y buộc
D�y mềm hoặc dải băng được sử dụng để buộc k�o hai m�p m� giầy lại với nhau.
2.95
M�c d�y
(giầy d�p) c�c m�c nhỏ được gắn v�o nẹp � d� của giầy hoặc bốt giống như c�c � d� để giữ chặt d�y.
(sản xuất) c�c m�c nhỏ được gắn v�o nẹp � d� của giầy hoặc bốt giống như c�c � d� để đ�ng tạm thời trong khi g�, để ngăn ngừa hư hại.
So s�nh v�ng chữ d (2.48)
2.96
Sự buộc d�y
Qu� tr�nh k�o v�o, hoặc l�m chặt, hai phần đối diện của mũ bằng một d�y được k�o qua c�c � d� hoặc c�c m�c.
2.97
Phom
Miếng vật liệu bằng gỗ, kim loại hoặc polyme th� r�p, dựng theo h�nh d�ng của b�n ch�n v� d�ng giống như khu�n để l�m giầy.
2.98
Lỗ h�nh trụ tr�n phom
Lỗ ở phần tr�n của phom, được l�t kim loại v� s�u xấp xỉ tới g�t, tại chỗ gắn chốt phom.
2.99
G� giầy
C�ng đoạn sản xuất giầy, k�o v� k�o gi�n mũ để ph� hợp với h�nh d�ng của phom.
2.100
Da
Thuật ngữ chung d�ng cho da động vật (to hoặc nhỏ) c�n giữ cấu tr�c xơ nguy�n bản nhiều hoặc �t, được thuộc để chống thối rữa v� đ� được tẩy l�ng hoặc kh�ng.
CH� TH�CH �Da l�m từ da động vật, được xẻ th�nh nhiều lớp hoặc ph�n th�nh c�c v�ng, trước hoặc sau khi thuộc. Tuy nhi�n nếu da động vật đ� thuộc bị ph�n hủy cơ học v�/hoặc h�a học th�nh c�c phần tử xơ, c�c miếng nhỏ hoặc bột v� sau đ�, c� hoặc kh�ng kết hợp với t�c nh�n kết d�nh, được l�m th�nh c�c tấm hoặc c�c dạng kh�c th� c�c tấm hoặc dạng n�y kh�ng phải l� da. Nếu da c� lớp phủ bề mặt th� lớp ph� bề mặt n�y kh�ng được d�y qu� 0,15 mm.
2.101
L�t mũ
C�c vật liệu tạo th�nh phần b�n trong của giầy d�p, nghĩa l� c�c vật liệu �p v�o b�n ch�n hoặc ống ch�n.
CH� TH�CH �Để hỗ trợ việc ghi nh�n, nếu kh�ng c� c�c miếng vật liệu kh�c gắn v�o mũ để tạo th�nh l�t mũ th� mặt b�n trong của mũ được coi l� l�t mũ. Bất kỳ phần n�o của đế trong hở ra đều được t�nh đến. Nếu một vật liệu tạo th�nh �t nhất 80 % diện t�ch bề mặt b�n trong giầy th� phải được ghi nh�n giống như một trong c�c loại vật liệu được liệt k� trong Chỉ thị của Ch�u �u 94/11/EC[1]. Nếu kh�ng c� vật liệu n�o tạo th�nh �t nhất 80 % diện t�ch bề mặt b�n trong giầy d�p th� m� tả hai vật liệu ch�nh (theo thứ tự giảm dần về diện t�ch).
2.102
Cấu tr�c kh�u h�t
Cấu tr�c g� phẳng, sử dụng may thắt n�t (2.103) để gắn đế trong với mũ, đế giữa hoặc đế ngo�i.
Xem H�nh 3.
2.103
May thắt n�t
Đường may hai chỉ để kh�a những sợi chỉ với nhau trong phạm vi vật liệu sao cho khi đứt một mũi, đường may kh�ng bị rời ra.
2.104
Đường may m�y
Xem may h�t (2.14) v� cấu tr�c kh�u h�t (2.102).
2.105
V�m khớp ng�n ch�n
V�m ngang ở mặt dưới của b�n ch�n, k�o d�i từ m�p ngo�i của xương b�n ch�n đầu ti�n đến m�p ngo�i của xương b�n ch�n thứ năm, ngang qua phần đầu của xương khớp ng�n ch�n.
2.106
Đế giữa
Đế trung gian
Lớp vật liệu được ch�n v�o giữa đế v� đế trong.
Xem H�nh 5.
2.107
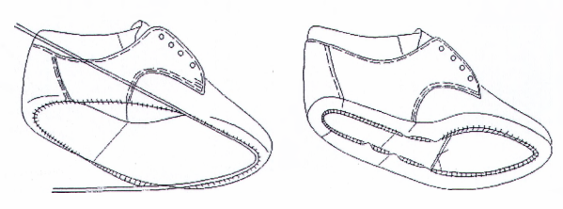
Giầy mocasin
(nguy�n bản) giầy c� lắc liền đế che k�n b�n ch�n, bọc xung quanh từ mặt dưới, k�o l�n tới m�p l� đề.
(hiện h�nh) Giầy với mũ tương tự giầy mocasin, nhưng c� đế ngo�i được may hoặc được d�n v�o.
Xem H�nh 1.
2.108
Hệ cỡ giầy quốc tế (Mondopoin)
Hệ thống k�ch cỡ được x�y dựng bởi Tổ chức Ti�u chuẩn h�a Quốc tế (ISO) c� k�ch cỡ v� sự vừa vặn được x�c định theo chiều d�i v� chiều rộng của b�n ch�n để vừa với giầy d�p, t�nh bằng milim�t.
(ISO 9407)
2.109
Giầy thầy tu
Kiểu giầy k�n, giữ ch�n bằng một dải ngang qua mu b�n ch�n.
2.110
Nhiều v�ng chữ d
Một số v�ng chữ d (2.48) bằng nhựa gh�p lại v� thường được may v�o mũ.
2.111
Cấu tr�c giầy Na Uy
Riễu nghịch đảo
Cấu tr�c trong đ� riễu được may với cạnh riễu �p v�o mặt phải của mũ v� sau đ� uốn ra ph�a ngo�i với đường may lộ ra, tạo cấu tr�c chống nước tốt hơn.
Xem H�nh 5
2.112
Giầy hở g�t
Giầy kh�ng c� phần sau hoặc hậu hoặc to�n bộ phần ph�a sau chỉ c� quai giữ.
2.113
Giầy chỉnh h�nh
Giầy được sử dụng để điều trị trị liệu dị tật bất thường của b�n ch�n.
2.114
Bộ phận chỉnh h�nh
Được tạo khu�n đưa v�o giầy để tạo sự n�ng đỡ ở v�m ch�n, g�t hoặc mu b�n ch�n.
2.115
Đế ngo�i
Chi tiết dưới c�ng của giầy d�p, �t nhất l� phần tiếp x�c với đất.
2.116
Hệ cỡ số giầy Ph�p
Đơn vị đo chiều d�i giầy, t�nh bằng 2/3 của 1 cm.
CH� TH�CH �Tăng một đơn vị chiều d�i tương ứng với tăng chiều rộng từ 2,5 mm l�n 5 mm.
2.117
Thời gian thấm qua
(mũ) Khoảng thời gian uốn chỉ đủ để l�m cho nước thấm từ bề mặt ướt sang mặt c�n lại của mẫu thử, t�nh bằng ph�t.
2.118
V�m dọc b�n ch�n
Khung ch�nh theo chiều dọc đế của b�n ch�n
2.119
Quay sấp
Quay hoặc vặn xương g�t ra ph�a ngo�i k�m theo l�m v� giảm độ d�i ph�a b�n trong của v�m ch�n v� sự giạng ra/lộn ra của ph�a trước b�n ch�n.
So s�nh sự lật ngửa (2.147)
Xem H�nh 8
2.120
M�
Một nửa ho�n chỉnh (ở mang trong hoặc mang ngo�i) của khoảng ph�a sau mũ giầy, che phủ ph�a b�n v� hậu.
2.121
L�t m�
Vật liệu l�t m� của mũ.
2.122
Chi tiết gia cường
Vật liệu bất kỳ được sử dụng để l�m tăng độ bền v� thay đổi t�nh chất k�o gi�n của vật liệu mũ v�/hoặc l�t mũ.
2.123
Khả năng thay thế
Sự dễ d�ng thay thế c�c chi tiết của giầy để k�o d�i thời gian sử dụng.
2.124
Bệ riễu
R�nh cho đường may
Đường gờ thẳng đứng vu�ng g�c với mặt phẳng của đế hoặc đế trong v� c�ch m�p một khoảng nhỏ.
CH� TH�CH� Bệ riễu c� thể được tạo th�nh bằng c�ch xẻ r�nh hoặc tạo v�nh hoặc bằng c�ch gắn một vật liệu tạo gờ.
Xem H�nh 2.
2.125
M�i nh�m
Xử l� cơ học ch�n g� của mũ để l�m tăng sự kết d�nh, thường sử dụng một chổi kim loại quay hoặc băng giấy r�p.
2.126
Ch� x�t
L�m phẳng phần bất kỳ lồi ra tr�n mũ hoặc l�t mũ, nhưng thường t�c dụng v�o đường may nổi.
2.127
Giầy d�p cao su
Loại thương mại phổ biến (khi ph�n biệt với giầy d�p kh�ng phải cao su) thường bao gồm giầy d�p bảo vệ bằng cao su v� giầy d�p c� đế cao su được lưu h�a với mũ.
2.128
Đường may y�n ngựa
Đường may thường d�ng để trang tr�, được tạo th�nh bằng c�ch đặt hai miếng vật liệu với nhau, c� bề mặt quay ra ngo�i v� may gần với m�p bằng chỉ to để tạo h�nh d�ng giống đường kh�u tay.
2.129
Giầy d�p học sinh
Giầy d�p được thiết kế v� sản xuất để đi h�ng ng�y ở trường cho trẻ v� thiếu ni�n, c� cỡ số từ 23 đến 38.
Xem hệ cỡ số giầy Ph�p (2.116).
2.130
Đường may
Chỗ nối giữa c�c m�p của hai vật liệu, đặc biệt tại chỗ may hai vật liệu với nhau.
2.131
Độn cứng
Miếng vật liệu mỏng, thường bằng gỗ hoặc th�p, được sử dụng để l�m cứng hoặc ngăn ngừa sự uốn cong qu� mức v�m dọc b�n ch�n.
2.32
May c�p
Cấu tr�c giầy trong đ� mũ được may trực tiếp v�o bộ phận đế với th�nh cao chạy xung quanh giầy.
2.133
D�p l�
Xem giầy d�p đi trong nh� (2.88)
2.134
Đinh t�n
(chi tiết) miếng kim loại nhỏ nhọn, c� hoặc kh�ng c� đầu, hoặc một đoạn d�y kim loại được cắt v� dẫn động cơ học, d�ng để cố định c�c lớp t�ch rời của g�t hoặc c�c phần kh�c nhau của đế giầy.
(qu� tr�nh) để gia cường phủ g�t bằng c�ch đ�ng một số đinh kim loại hoặc đinh t�n xung quanh chu vi v� bởi vậy tạo được độ bền gia tăng khi đi bộ.
2.135
L�t mặt
Lớp vật liệu đơn gắn cố định v�o mặt gi�p với b�n ch�n của đế trong.
2.136
D�n đế
Xem mũ (2.166)
2.137
Xẻ
Để cắt vật liệu th�nh hai hoặc nhiều lớp.
2.138
Độ n�ng mũi, ng�n ch�n
Xem độ n�ng mũi ch�n (2.155)
2.139
G�t nhiều lớp
Xem g�t gh�p (2.23)
2.140
In dấu
In th�ng tin, sử dụng nhiệt hoặc �p lực, l�n l�t mặt hoặc l�t mũ.
2.141
Pho hậu
Chi tiết gia cường thường lồng v�o mũ, ở v�ng g�t.
So s�nh pho hậu (2.44)
2.142
Mật độ đường may
Số lượng mũi may tr�n một đơn vị chiều d�i.
2.143
Cấu tr�c stitchdown
Cấu tr�c giầy trong đ� mũ quay ra ngo�i v� may v�o đế.
Xem H�nh 9.
2.144
Cấu tr�c giầy g� r�t d�y
Cấu tr�c m� đế được gắn v�o mũ được g� tr�n phom bằng c�ch k�o thắt sợi d�y đ� được may lồng v�o ch�n g� của mũ.
Xem H�nh 10
2.145
Cấu tr�c str�bel
Cấu tr�c giầy m� đế trong được gấp m�p xuống v� may v�o mũ tại vị tr� gấp.
Xem H�nh 11
2.146
D�n
Thuật ngữ kh�c của cấu tr�c d�n keo (2.30.1) v� cấu tr�c d�n đế (2.30.2).
2.147
Sự lật ngửa
Tiến tr�nh ba-phần c� b�n ch�n quay ra ngo�i.
So s�nh quay sấp (2.119)
Xem H�nh 8.
2.148
G� bằng đinh
Kiểu g� giầy được thực hiện tr�n phom c� mặt đế phủ kim loại v� đế trong kh�ng tạo r�nh, mũ được cố định bằng đinh kh�ng lấy ra sau đ�.
2.149
Giầy d�p chữa bệnh (ph�ng bệnh)
Xem giầy chỉnh h�nh (2.113)
2.150
Họng giầy
(giầy) điểm ch�nh giữa thấp nhất của chỗ mở lắc giầy.
(b�n ch�n) nếp gấp s�u thấp nhất tr�n da ở bề mặt ph�a trước tại chỗ khớp nối giữa b�n ch�n v� ống ch�n.
2.151
Đế giữa
Thuật ngữ kh�c của đế giữa/đế trung gian (2.106)
2.152
Độ kh�t
C�ch đ�ng để cắt c�c chi tiết mũ c� hướng k�o gi�n vật liệu vu�ng g�c với hướng k�o căng lớn nhất khi g� giầy.
2.153
Mũi giầy
Phần ph�a trước của mũ, k�o d�i từ ch�p của giầy đến đầu lắc.
2.154
Pho mũi
Sự gia cường được sử dụng để giữ lại nguy�n h�nh dạng của ng�n ch�n trong giầy.
2.155
Độ n�ng mũi ch�n
Khoảng c�ch giữa mặt nền đất v� mặt dưới c�ng của đế ở đoạn mũi ch�n.
2.156
Lưỡi g�
Phần mũ, hoặc phần được cố định với mũ, k�o d�i từ m�p r�a của lắc v� nằm dưới chỗ buộc d�y để bảo vệ mu b�n ch�n.
2.157
Dải l�t cổ giầy
Dải vật liệu được may ph�a b�n trong mũ giầy, ở ph�a tr�n c�ng để ho�n thiện l�t mũ v� gia cường giầy.
2.158
Lớp g�t dưới c�ng
Lớp dưới c�ng ở g�t để gắn phủ g�t v�o.
2.159
Đường cổ giầy
Đường chạy xung quanh giầy ở ph�a tr�n c�ng của lắc v� m�.
2.160
Phủ g�t
Phần g�t tiếp x�c với mặt đi bộ v� thường c� thể th�o rời được.
Xem H�nh 7.
2.161
Giầy d�p dạo phố
Giầy d�p được thiết kế v� sản xuất ph� hợp để đi h�ng ng�y tại c�ng sở, đi mua sắm, hoặc trong m�i trường m�i m�n tương tự.
CH� TH�CH �Độ bền v� sự thoải m�i thường quan trọng hơn kiểu d�ng hoặc thời trang đối với loại giầy d�p n�y.
2.162
V�m ngang b�n ch�n
V�m b�n ch�n k�o d�i ph�a dưới v� ngang qua mu b�n ch�n.
2.163
Vết đế
Phần chịu tải trọng v� bề mặt của đế giầy.
2.164
Đế liền khối
Đế đ�c trong đ� g�t v� đế được đ�c với nhau th�nh một đơn vị theo c�c k�ch cỡ qui định.
2.165
Kh�ng l�t
Giầy kh�ng c� l�t mũ, điển h�nh l� giầy d�p h�.
2.166
Mũ
C�c vật liệu tạo n�n mặt ngo�i của giầy d�p, được gắn v�o tổ hợp đế v� che phủ mu b�n ch�n.
CH� TH�CH 1 �Trong trường hợp bốt, mũ cũng bao gồm mặt ngo�i của vật liệu che phủ ống ch�n. Mũ chỉ bao gồm c�c vật liệu c� thể nh�n thấy, kh�ng t�nh đến c�c vật liệu ph�a dưới.
CH� TH�CH 2 �Để hỗ trợ việc ghi nh�n, nếu một vật liệu tạo th�nh �t nhất 80 % diện t�ch bề mặt th� vật liệu n�y được ghi nh�n giống như một trong c�c loại vật liệu được liệt k� trong Chỉ thị của Ch�u �u 94/11/EC[1]. Nếu kh�ng c� vật liệu n�o tạo th�nh �t nhất 80 % diện t�ch mũ, m� tả hai vật liệu ch�nh (theo thứ tự giảm dần về diện t�ch). Kh�ng t�nh đến c�c phụ kiện hoặc chi tiết trang tr� thuần t�y.
2.167
Chứng vẹo
(ng�n ch�n c�i) biến dạng b�n ch�n trong đ� ng�n ch�n to bị lệch về ph�a c�c ng�n ch�n kh�c tại chỗ nối đầu ti�n giữa khối xương b�n ch�n với đốt ng�n ch�n.
(mắt c� ch�n) sự biến dạng do ph�a sau b�n ch�n quay v�o trong l�m cho trọng lượng cơ thể kh�ng được truyền đ�ng xuống đất nhưng truyền v�o ph�a trong b�n ch�n g�y chứng b�n ch�n phẳng.
CH� TH�CH� Đặc biệt phổ biến ở trẻ nhỏ.
2.168
Lắc
Phần ph�a trước của mũ, kh�ng bao gồm c�c m�, che phủ c�c ng�n ch�n v� ph�a trước của b�n ch�n.
2.169
Chiều d�i lắc
Khoảng c�ch đo được, dọc theo tiết diện ng�n ch�n từ điểm lắc đến điểm ng�n ch�n.
2.170
L�t lắc
Miếng vật liệu l�t lắc của mũ.
2.171
Điểm lắc
Điểm ở tr�n c�ng của phom được x�c định từ chỗ giao của đường t�m v� đường đo v�ng mu b�n ch�n.
2.172
C�nh lắc
Từng ph�a của c�c cạnh b�n lắc ph�a sau, tại chỗ đ� l�n m�.
2.173
Mắt c� ch�n vẹo trong
T�nh trạng uốn cong v�o b�n trong bất thường của b�n ch�n.
2.174
Phần cắt chữ v
Phần h�nh c�n của phom c� thể th�o rời để cho ph�p bẻ gẫy khớp nối.
2.175
Giầy cấu tr�c veldtschoen
Giầy c� cấu tr�c stitchdown l� giầy c� ch�n g� của mũ bị g� k�o ra ph�a ngo�i v� may trực tiếp v�o đế hoặc đế trung gian
Xem H�nh 9.
2.176
Eo
V�ng giữa mu b�n ch�n v� khớp.
2.177
V�ng eo
V�ng c� k�ch thước đường đo nhỏ nhất, giữa mu b�n ch�n v� khớp ng�n của phom, giầy hoặc b�n ch�n.
2.178
G� eo
G� cạnh
Qu� tr�nh g� t�c động v�o mũ từ mũi ch�n đến eo.
2.179
Khả năng giặt sạch
Độ bền của giầy hoặc vật liệu đối với sự thay đổi k�ch thước hoặc sự mất m�u khi giặt trong m�y giặt dưới c�c điều kiện qui định.
2.180
Tốc độ thấm nước
Lượng nước đi qua mẫu thử trong một hoặc nhiều khoảng thời gian.
2.181
G�t soải (h�nh n�m)
G�t đặc, cứng k�o d�i từ ph�a sau của giầy đến khớp ng�n của phom giầy tạo được một bề mặt đế phẳng dọc theo to�n bộ chiều d�i của giầy.
2.182
Riễu
Dải vật liệu mềm bao xung quanh m�p đế.
Xem H�nh 2 v� H�nh 5.
2.183
Ngả riễu
Thao t�c đập nhẹ riễu v�o vị tr� phẳng xung quanh m�p của giầy trước khi gắn v�o đế.
2.184
Đập ngả riễu
Thuật ngữ kh�c của ngả riễu (2.183).
2.185
May riễu
May riễu v� mũ v�o bệ riễu đ� tạo ở đế trong
2.186
Giầy c� riễu d�n
Kết cấu giầy trong đ� riễu được gắn với l�t mũ v� bệ riễu đế trong m� kh�ng cần may ph�a trong giầy.
2.187
V�n đế
Đường trang tr� được l�m ngang qua đế giầy hoặc xung quanh đai g�t bằng c�ch tạo v�n s�ng.
2.188
Mũ liền
Mũ một mảnh kh�c so với mũ c� một số phần gh�p nối lại.
2.189
Mũi h�nh c�nh
Chi tiết c� h�nh c�nh, thường được đục lỗ v� c� m�p được gấp v� may đ� l�n lắc để c� t�c dụng trang tr�.
2.190
L� nếp nhăn
L� hoặc loại bỏ c�c nếp gấp tr�n mũ g�y ra khi g� giầy.
2.191
Phần sử dụng (diện t�ch)
Phần vật liệu được sử dụng trong qu� tr�nh cắt mẫu, ngược với phần bị loại bỏ.
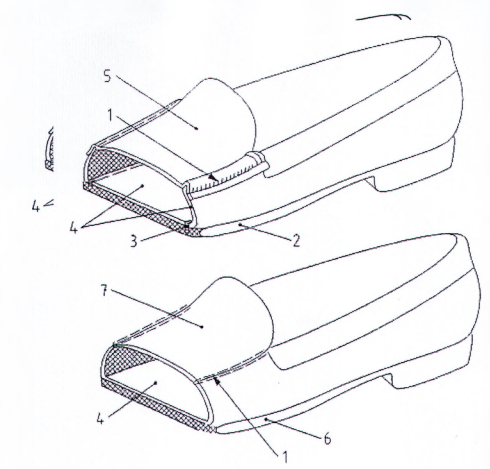
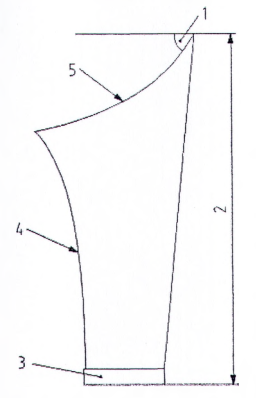
| CH� DẪN | |
| 1 | đường may mocasin |
| 2 | đế ngo�i |
| 3 | đường may |
| 4 | mũ |
| 5 | l� đề |
| 6 | đế ngo�i may riễu |
| 7 | l� đề (tấm da phủ) |
H�nh 1 - Giầy mocasin
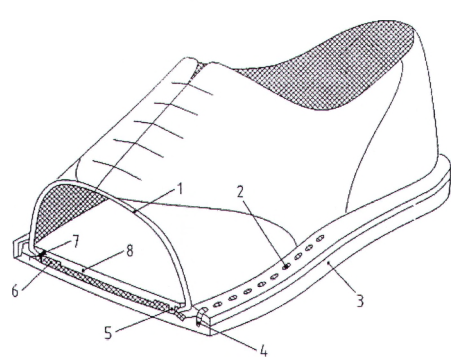
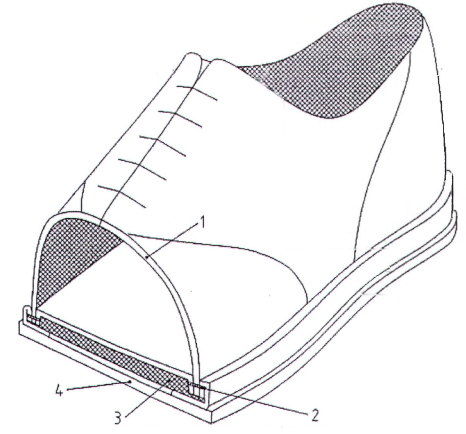
CH� DẪN
1 �mũ
2 �riễu
3 �đế ngo�i
4 �đường may
5 �đường may riễu
6 �độn điền đầy
7 �bệ riễu
8 �đế trong
H�nh 2 - Cấu tr�c gi�y goodyear
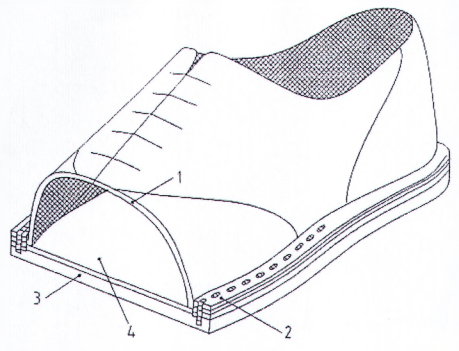
CH� DẪN
1 �mũ
2 �đế ngo�i
3 �mũi may
4 �độn điền đầy/lớp ch�n
H�nh 3 - May m�y (Blake/Littleway)

CH� DẪN
1 �mũ
2 �đế ngo�i
3 �độn điền đầy
4 �đế trong
H�nh 4 - Cấu tr�c d�n
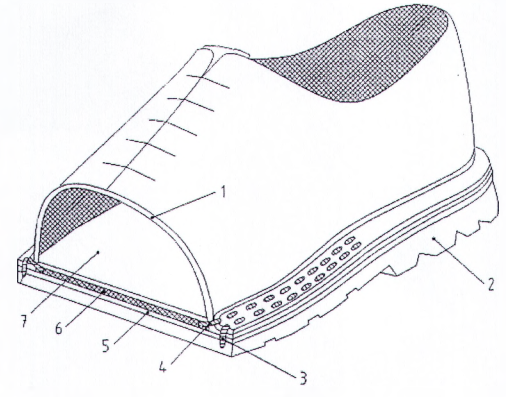
| CH� DẪN | |
| 1 | mũ |
| 2 | đế ngo�i |
| 3 | đường may |
| 4 | may v�o đế trong |
| 5 | đế giữa |
| 6 | độn điền đầy |
| 7 | đế trong |
H�nh 5 - Cấu tr�c giầy Na Uy
CH� DẪN
1 �mũ
2 �viền bọc
3 �độn điền đầy
4 �đế ngo�i
H�nh 6 - Cấu tr�c giầy California
| CH� DẪN | |
| 1 | g�c g�t |
| 2 | chiều cao g�t |
| 3 | phủ g�t (gia cường phủ g�t) |
| 4 | cửa khẩu của g�t |
| 5 | mặt g�t |
H�nh 7 - G�c g�t
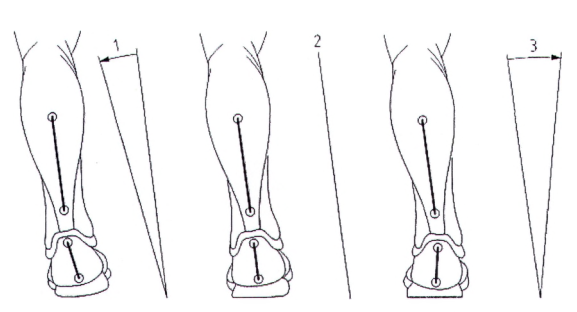
| CH� DẪN | |
| 1 | lật ngửa + 7 % |
| 2 | vị tr� trung gian |
| 3 | quay sấp -11 % |
H�nh 8 - Sự lật ngửa v� quay sấp
| CH� DẪN | |
| 1 | mũ |
| 2 | riễu |
| 3 | đế ngo�i |
| 4 | đế trong/đế trung gian |
H�nh 9 - Cấu tr�c (veldtschoen) stitchdown
H�nh 10 - Cấu tr�c g� d�y r�t
CH� DẪN
1 �mũ
2 �phom
3 �l�t giầy
4 �mũi may
H�nh 11 - Cấu tr�c str�bel
Mục lục tra cứu thuật ngữ Tiếng Việt
| Thuật ngữ Tiếng Việt | Thuật ngữ Tiếng Anh |
|
| Bệ riễu | rib | 2.124 |
| Bệ riễu được gắn | attached rib | 2.9 |
| Bộ phận chỉnh h�nh | orthotic | 2.114 |
| Bộ phận đỡ v�m ch�n | arch support | 2.7 |
| Bốt lửng | ankle boot | 2.4 |
| California | California | 2.26 |
| C�nh lắc | vamp wing | 2.172 |
| Cấu tr�c | Construction | 2.30 |
| Cấu tr�c d�n đế | stuck-on sole construction | 2.30.2 |
| Cấu tr�c d�n keo | cemented construction | 2.30.1 |
| Cấu tr�c giầy g� r�t d�y | string lasted construction | 2.144 |
| Cấu tr�c giầy Na Uy | Norwegian construction | 2.111 |
| Cấu tr�c kh�u h�t | Littleway construction | 2.102 |
| Cấu tr�c stitchdown | stitchdown | 2.143 |
| Cấu tr�c str�bel | Str�bel construction | 2.145 |
| Ch� x�t | rub | 2.126 |
| Chất độn | filler | 2.17 |
| Chất kết d�nh | adhesive | 2.3 |
| Ch�m đế | cleat | 2.33 |
| Chi tiết | component | 2.40 |
| Chi tiết gia cường | reinforcement | 2.122 |
| Chi tiết � d� | facer | 2.58.1 |
| Chiều d�i lắc | vamp length | 2.169 |
| Ch�p | cap | 2.27 |
| Chứng vẹo | valgus | 2.167 |
| Cổ giầy | Collar cuff | 2.39 2.46 |
| Cơ cấu định h�nh | setter | 2.55.4 |
| Cỡ | grade | 2.76 |
| Cỡ số Anh | English size | 2.56 |
| Cửa khẩu của g�t | heel breast | 2.81 |
| Da | leather | 2.100 |
| Da tr�ng phủ | coated leather | 2.36 |
| Dải l�t cổ giầy | top facing | 2.157 |
| D�n | stuck-on | 2.146 |
| D�n đế | sole adhesion | 2.136 |
| D�ng đi | gait | 2.72 |
| D�y buộc | lace | 2.94 |
| D�p l� | slipper | 2.133 |
| Diện t�ch cắt | cutting area | 2.47 |
| Đập ngả riễu | welt hammering | 2.184 |
| Đế b� | extended sole | 2.57 |
| Đế đ�c trực tiếp | direct moulded sole | 2.49 |
| Đế giữa | midsole through sole | 2.106 2.151 |
| Đế k�p | double sole | 2.53 |
| Đế liền g�t | bottom unit | 2.18 |
| Đế liền khối | unit sole | 2.164 |
| Đế ngo�i | outsole | 2.115 |
| Đế soải | cleated sole | 2.34 |
| Đế trong | insole | 2.92 |
| Đế trung gian | runner | 2.106 |
| Đệm ch�n | footbed | 2.67 |
| Đệm l�t g�t | heel grip | 2.82 |
| Đệm mũi giầy | box toe | 2.19 |
| Điểm lắc | vamp point | 2.171 |
| Điều h�a | conditioning | 2.41 |
| Đinh t�n | slug | 2.134 |
| Định h�nh | setting | 2.55.4 |
| Độ cao g�t | heel height | 2.83 |
| Độ bền mỏi | fatigue resistance | 2.60 |
| Độ n�ng mũi ch�n | toe spring | 2.155 |
| Độ n�ng mũi, ng�n ch�n | spring, toe | 2.138 |
| Độ vừa vặn | fitting | 2.64 |
| Độ kh�t | tight to toe | 2.152 |
| Độn cứng | shank | 2.131 |
| Độn điền đầy | bottom filling | 2.17 |
| Đốt m�p | burnishing | 2.24 |
| Đ�c phản ứng (polyuretan) | reaction moulding (polyurethane) | 2.50.3 |
| �c phun | injection moulding | 2.50.1 |
| Đ�c trực tiếp | direct moulding | 2.50 |
| Đường cổ giầy | top line | 2.159 |
| Đường gờ m�p | feather edge | 2.61 |
| Đường may | seam | 2.130 |
| Đường may đấu hậu | back seam | 2.11 |
| Đường may m�y | machine sewn | 2.104 |
| Đường may m�c x�ch | chainstitch | 2.31 |
| Đường may nối | butt seam | 2.25 |
| Đường may y�n ngựa | saddle seam stitch | 2.128 |
| Eo | waist | 2.176 |
| Gấp m�p | beading | 2.12 |
| Gấp nếp | folding | 2.66 |
| Ghệt | gaiter | 2.73 |
| Gia cường phủ g�t | heel tip | 2.86 |
| Gi� trị đo độ cứng | durometer value | 2.54 |
| Giầy | shoe | 2.68 |
| Giầy cao cổ (bốt) | boot | 2.15 |
| Giầy cấu tr�c veldtschoen | veldtschoen | 2.175 |
| Giầy chỉnh h�nh | orthopaedic shoe | 2.113 |
| Giầy c� riễu d�n | welted shoe | 2.186 |
| Giầy d�p | footwear | 2.68 |
| Giầy d�p cao su | rubber footwear | 2.127 |
| Giầy d�p chữa bệnh (ph�ng bệnh) | therapeutic (prophylactic) footwear | 2.149 |
| Giầy d�p dạo phố | town footwear | 2.161 |
| Giầy d�p đi trong nh� | indoor footwear | 2.88 |
| Giầy d�p học sinh | children's school footwear school footwear | 2.32 2.129 |
| Giầy d�p th�ng thường | casual footwear | 2.28 |
| Giầy d�p thời trang | fashion footwear | 2.59 |
| Giầy d�p thời trang cao cấp | high fashion footwear | 2.87 |
| Giầy d�p trẻ em | infants' footwear | 2.89 |
| Giầy đ�ng | cold weather footwear | 2.38 |
| Giầy hở g�t | open back shoe | 2.112 |
| Giầy mocasin | moccasin | 2.107 |
| Giầy thầy tu | monk | 2.109 |
| Giầy thể thao th�ng dụng | general purpose sports footwear | 2.74 |
| G� bằng đinh | tack lasting | 2.148 |
| G� cưỡng bức | force lasting | 2.69 |
| G� eo | waist lasting | 2.178 |
| G� cạnh | side lasting | 2.178 |
| G� giầy | lasting | 2.99 |
| G� phẳng | flat lasted | 2.65 |
| G�c g�t | heel angle | 2.80 |
| G�t | heel | 2.79 |
| G�t bọc | covered heel | 2.45 |
| G�t gh�p | built heel | 2.23 |
| G�t nhiều lớp | stacked heel | 2.139 |
| G�t soải (h�nh n�m) | wedge-shaped (heel) | 2.181 |
| Halogen h�a | halogenation | 2.78 |
| H�ng � d� | facing row | 2.58.1 |
| Hệ cỡ giầy quốc tế (Mondopoin) | Mondopoint | 2.108 |
| Hệ cỡ số giầy Ph�p | Paris point | 2.116 |
| Ho�n thiện | finishing | 2.63 |
| Ho�n thiện m�p | edge finishing | 2.55.1 |
| Họng giầy | throat | 2.150 |
| Hướng k�o gi�n | direction of stretch | 2.51 |
| In dấu | stamping | 2.140 |
| Keo d�n | cement | 2.29 |
| Khả năng giặt sạch | washability | 2.179 |
| Khả năng thay thế | reparability | 2.123 |
| Kh�ng l�t | unlined | 2.165 |
| L� đề | apron | 2.5 |
| L� m�p | edge iron | 2.55.3 |
| L� nếp nhăn | wrinkle chase | 2.190 |
| Lắc | vamp | 2.168 |
| Lắp r�p | assembly | 2.8 |
| L�t g�t | seat sock | 2.77 |
| L�t giầy | insock | 2.91 |
| L�t giữa | interlining | 2.93 |
| L�t lắc | vamp lining | 2.170 |
| L�t lửng | half sock | 2.77 |
| L�t m� | quarter lining | 2.121 |
| L�t mặt | sock | 2.135 |
| L�t mặt ho�n chỉnh | full sock | 2.71 |
| L�t mũ | lining | 2.101 |
| Lỗ h�nh trụ tr�n phom | last thimble | 2.98 |
| Lớp g�t dưới c�ng | top lift | 2.158 |
| Lưỡi g� | tongue | 2.156 |
| Lưu h�a trực tiếp | direct vulcanizing | 2.50.2 |
| M� | quarter | 2.120 |
| M�i nh�m | Buffing roughing | 2.22 2.125 |
| Mảnh g�t | heel lift | 2.84 |
| Mang trong | inside | 2.90 |
| May c�p | side wall sewn | 2.132 |
| May h�t | Blake sewn | 2.14 |
| May riễu | welt sewing | 2.185 |
| May thắt n�t | lockstitch | 2.103 |
| Mắt c� ch�n vẹo trong | varus ankle | 2.173 |
| Mặt g�t | heel seat | 2.85 |
| Mật độ đường may | stitch density | 2.142 |
| M�p | edge | 2.55 |
| M�c d�y | lace hook | 2.95 |
| M�i trường điều h�a | conditioning atmosphere | 2.42 |
| Mũ | upper | 2.166 |
| Mũ liền | whole cut | 2.188 |
| Mũi giầy | toe cap | 2.153 |
| Mũi h�nh c�nh | wing cap | 2.189 |
| Nẹp � d� | facings | 2.58.1 |
| Ngả riễu | welt beating | 2.183 |
| Nh�n cỡ | grading | 2.76 |
| Nhiều v�ng chữ d | multiple d-ring | 2.110 |
| � d� | eyelet | 2.58 |
| Phần cắt chữ v | v cut | 2.174 |
| Phần mũi | forepart | 2.70 |
| Phần sử dụng (diện t�ch) | yield (area) | 2.191 |
| Pho hậu | Counter stiffener | 2.44 2.141 |
| Pho mũi | toe puff | 2.154 |
| Phom | last | 2.97 |
| Phủ g�t | top piece | 2.160 |
| Phương ph�p may riễu | Goodyear welted | 2.75 |
| Quay sấp | pronation | 2.119 |
| Rạn nứt | break | 2.20 |
| R�nh cho đường may | ply rib | 2.124 |
| R�p đế | bottom assembly | 2.16 |
| Riễu | welt | 2.182 |
| Riễu nghịch đảo | reversed welted | 2.111 |
| Sự b�m d�nh | cohesion | 2.37 |
| Sự buộc d�y | lacing | 2.96 |
| Sự kết d�nh | adhesion | 2.2 |
| Sự lật ngửa | supination | 2.147 |
| Sự th�ng hơi | breathability | 2.21 |
| Tăng cường nẹp � d� | facing stay | 2.58.2 |
| Tấm xơ �p | fibreboard | 2.62 |
| Thanh dẫn m�p | edge guide | 2.55.2 |
| Thời gian thấm qua | penetration time | 2.117 |
| Tốc độ thấm nước | water penetration rate | 2.180 |
| Tỷ trọng đ�p | double density | 2.52 |
| Tỷ trọng k�p | dual density | 2.52 |
| Vải tr�ng phủ | coated fabric | 2.35 |
| V�n đế | wheeling | 2.187 |
| Vật liệu gia cường | backer | 2.10 |
| Vật liệu m�i | abrasive | 2.1 |
| Vết đế | tread | 2.163 |
| Viền | binding | 2.13 |
| V�m ch�n | arch | 2.6 |
| V�m dọc b�n ch�n | plantar arch | 2.118 |
| V�m khớp ng�n ch�n | metatarsal arch | 2.105 |
| V�m ngang b�n ch�n | transverse arch | 2.162 |
| V�ng chữ d | d-ring | 2.48 |
| V�ng eo | waist girth | 2.177 |
| Xẻ | split | 2.137 |
| X�n m�p | edge trimming | 2.55.5 |
Thư mục t�i liệu tham khảo
[1] Directive 94/11/EC of the European Parliament and of the Council of 23 March 1994 on the approximation of the laws, regulations and administrative provisions of the Member States relating to labelling of the materials used in the main components of footwear for sale to the consumer
[2] EN 346, Specification for protective footwear for professional use
[3] EN 347, Specification for occupational footwear for professional use
[4] EN 923:1998, Adhesives - Terms and definitions
[5] EN 12568, Foot and leg protectors - Requirements and test methods for toecaps and metal penetration resistant inserts
[6] EN/ISO 472, Plastics - Vocabulary
[7] ISO 1382, Rubber - Vocabulary
[8] TCVN 8244-1 (ISO 3534-1), Thống k� học - Từ vựng v� k� hiệu - Phần 1: Thuật ngữ chung về thống k� v� thuật ngữ d�ng trong x�c suất
[9] ISO 4915:1991, Textiles - Stitch types - Classification and terminology
[10] ISO 4916:1991, Textiles - Seam types - Classification and terminology
[11] International Council of Tanners - International Glossary of leather terms
[12] ISO 9407, Shoe sizes - Mondopoint system of sizing and marking
[13] TCVN 10071 (ISO 18454), Giầy d�p - M�i trường chuẩn để điều h�a v� thử giầy d�p v� c�c chi tiết của giầy d�p