
RÃNH THOÁT ĐÁ MÀI - HÌNH DẠNG VÀ KÍCH THƯỚC
Grinding stone exit grooves - Shape and sizes
Lời nói đầu
TCVN 1285:1985 thay thế cho TCVN 1285:1972
TCVN 1285:1985 do Viện công nghệ - Bộ cơ khí và luyện kim biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ khoa học và Công nghệ)ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
RÃNH THOÁT ĐÁ MÀI - HÌNH DẠNG VÀ KÍCH THƯỚC
Grinding stone exit Grooves - Shape and Sizes
1. Tiêu chuẩn này áp dụng cho rãnh thoát đá mài trên các chi tiết có mặt mài.
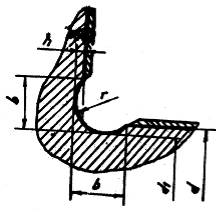
2. Hình dạng và kích thước của rãnh thoát đá mài phải phù hợp với chỉ dẫn:
Trên Hình 1 và trong Bảng 1 - đối với mài tròn ngoài;
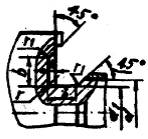
Trên Hình 2 và trong Bảng 1 - đối với mài tròn trong;
Trên Hình 3 và trong Bảng 1 - đối với mài mặt mút ngoài;
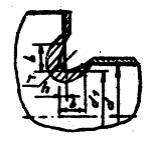
Trên Hình 4 và trong Bảng 1 - đối với mài mặt mút trong;
Trên Hình 5 và trong Bảng 1 - đối với mài tròn trong và mài mặt mút trong;
Trên Hình 6 và trong Bảng 2 - đối với mài tròn ngoài và mài mặt mút ngoài;
Trên Hình 6 và trong Bảng 3 - đối với mài tròn ngoài và mặt mút ngoài, kiểu 4;
Trên Hình 4 và trong Bảng 4 - đối với mài phẳng;
| Mài tròn ngoài | Mài tròn trong |
|
|
|
| Hình 1 | Hình 2 |
|
|
|
| Hình 3 | Hình 4 |
|
| |
| Hình 5 | |



Kích thước tính bằng milimet
| b | Mài ngoài D1 | Mài trong D2 | h | r | R1 | d |
|
| 1 | d - 0,3 | d + 0,3 | 0,2 | 0,3 | 0,2 | đến 10 |
|
| 1,6 | 0,5 | 0,3 |
| ||||
| 2 | d - 0,5 | d + 0,5 | 0,3 |
| |||
| 3 | 1 | 0,5 | lớn hơn 10 đến 50 |
| |||
| 5 | d - 1 | d + 1 | 0,5 | 1,6 | |||
| 1 | lớn hơn 50 đến 100 | ||||||
| 8 | 2 | ||||||
| lớn hơn 100 | |||||||
| 10 | 3 |
|
Chú thích:
1 Nên sử dụng các rãnh cùng kích thước có mài một số đường kính khác nhau trên một chi tiết.
2 Cho phép sử dụng góc lượn bán kính bằng r khi chiều rộng rãnh b ≤ 2mm.
3 Cho phép sử dụng rãnh có kích thước khác do các yêu cầu về độ bền và kết cấu của sản phẩm.
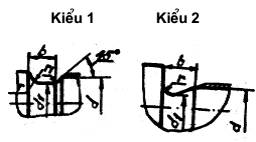
Mài tròn ngoài và mài mặt mút ngoài
| Kiểu 1
| Kiểu 2
|
| Kiểu 3
| Kiểu 4
|
| Hình 6 | |

Kích thước tính bằng milimet
| b | Đối với kiểu | Mài ngoài d1 | Mài trong d2 | h | r | r1 | d |
| 1,2 | 3 | d - 0,3 | d + 0,3 | 0,2 | 0,3 | 0,2 | đến 10 |
| 1 | - | ||||||
| 1,6 | - | ||||||
| 2 | - | d - 0,5 | d + 0,5 | 0,3 | 0,5 | 0,3 | |
| 3 | 1,5 | 1 | 0,5 | lớn hơn 10 đến 50 | |||
| 5 | 2,25 | d - 1 | d + 1 | 0,5 | 1,6 | lớn hơn 50 đến 100 | |
| 8 | 2,8 | 2 | 1 | lớn hơn 100 | |||
| 10 | 5,0 | 3 |
Chú thích:
1. Nên sử dụng các rãnh cùng kích thước khi mài trong một số đường kính khác nhau trên một chi tiết.
2. Cho phép sử dụng góc lượn bán kính bằng r khi chiều rộng rãnh b ≤ 2mm.
3. Cho phép sử dụng rãnh có kích thước khác do các yêu cầu về độ bền và kết cấu của sản phẩm.
Kích thước tính bằng milimet
| l | d1 | h | b1 | c | r2 |
| 1 | d - 0,2 | 0,1 | 0,5 | 0,8 | 0,2 |
| 2,2 | d - 0,4 | 0,2 | 1,0 | 1,5 | 0,4 |
| 4,3 | d - 0,6 | 0,3 | 1,5 | 3,3 | 0,6 |
| 6,4 | d - 0,8 | 0,4 | 2,3 | 5,0 | 1,0 |
Mài phẳng
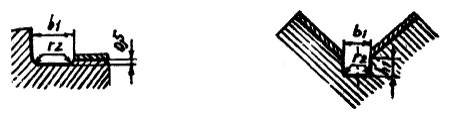
Hình 7
Kích thước tính bằng milimet
| b1 | h1 | r1 |
| 2 | 1,6 | 0,5 |
| 3 | 2,0 | 0,1 |
| 5 | 3,0 | 1,6 |
3. Sai lệch giới hạn các kích thước và độ nhám bề mặt của rãnh lấy theo yêu cầu về kết cấu của sản phẩm chế tạo.