
TCVN 4751:1989
MÁY UỐN TẤM BA VÀ BỐN TRỤC - MỨC CHÍNH XÁC
Three and four roller sheet bending machines - Normes of accuracy
Lời nói đầu
TCVN 4751:1989 do Học viện kỹ thuật quân sự - Bộ quốc phòng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ khoa học và Công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MÁY UỐN TẤM BA VÀ BỐN TRỤC - MỨC CHÍNH XÁC
Three and four roller sheet bending machines - Normes of accuracy
Tiêu chuẩn này áp dụng cho máy uốn tấm ba và bốn trục dùng để uốn các phôi trụ và côn từ vật liệu tấm, và quy định mức chính xác vị trí tương quan giữa các trục máy.
1. Trước khi kiểm tra độ chính xác, các trục máy phải được đặt ở vị trí ban đầu dùng để uốn phôi trụ.
2. Dụng cụ kiểm tra là thước đo trong với độ chính xác 0,01 mm.
3. Vị trí và ký hiệu các trục khi kiểm tra phải phù hợp với chỉ dẫn trên Hình 1.
|
| 1. Trục trên; 2. Trục trước; 3. Trục sau; 4. Trục dưới. |
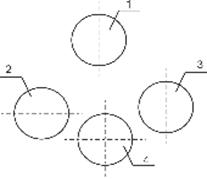
Hình 1
4. Độ chính xác của máy uốn tấm được kiểm tra bằng cách xác định độ song song của các trục. Kiểm tra độ song song của các trục bằng cách đo khoảng cách giữa bề mặt các trục tại mặt cắt AA và mặt cắt BB như chỉ dẫn trên Hình 2.
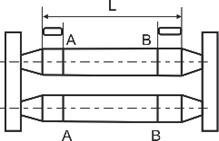
Hình 2
5. Nội dung kiểm tra và định mức chính xác
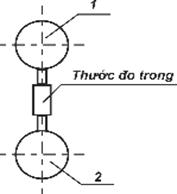
5.1. Kiểm tra độ song song giữa trục trước và trục sau.
a) Phải tiến hành kiểm tra theo sơ đồ phù hợp với chỉ dẫn trên Hình 3.

Hình 3
b) Dùng thước đo trong khoảng cách giữa bề mặt các trục 2 và trục 3 tại các mặt cắt AA và BB (Hình 2). Độ song song giữa trục 2 và trục 3 là hiệu các số đo trên thước tại các điểm đo.
c) Dung sai độ song song giữa trục 2 và trục 3 phải phù hợp với các trị số ghi trong Bảng 1.
Bảng 1
Kích thước tính bằng milimét
| Chiều dài công tác của trục, L | Dung sai độ song song theo chiều dày tấm | |||
| < 6,3 | > 6,3 + 12,5 | > 12,5 + 32 | > 32 + 63 | |
| Đến 1600 | 0,40 | 0,50 | 0,60 | 0,80 |
| Trên 1600 đến 2500 | 0,50 | 0,60 | 0,80 | 1,00 |
| Trên 2500 đến 4000 | 0,60 | 0,80 | 1,00 | 1,20 |
| Trên 4000 đến 6300 | 0,80 | 1,00 | 1,20 | 1,60 |
5.2. Kiểm tra độ song song của trục trước và trục sau so với trục trên.
a) Phải tiến hành kiểm tra theo sơ đồ phù hợp với chỉ dẫn trên Hình 4.
Hình 4
b) Dùng thước đo trong khoảng cách giữa trục trên 1 với trục trước 2, khoảng cách giữa trục trên 1 và trục sau 3 tại các mặt cắt AA và BB (Hình 2). Độ song song giữa các trục 1 - 2 và 1 - 3 là hiệu các số đo trên thước tại các điểm đo.
c) Dung sai độ song song giữa trục trên 1 với trục trước 2 và trục sau 3 phải phù hợp với các trị số ghi trong Bảng 2.
Bảng 2
Kích thước tính bằng milimét
| Chiều dài công tác của trục, L | Dung sai độ song song theo chiều dày tấm | ||||
| < 2,5 | > 2,5 + 6,3 | > 6,3 + 12,5 | > 12,5 + 32 | > 32 + 63 | |
| Đến 1600 | 0,10 | 0,20 | 0,25 | 0,30 | 0,40 |
| Trên 1600 đến 2500 | 0,16 | 0,25 | 0,30 | 0,40 | 0,50 |
| Trên 2500 đến 4000 | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 |
| Trên 4000 đến 6300 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 |
5.3. Kiểm tra độ song song giữa trục trước và trục sau so với trục dưới.
a) Phải tiến hành kiểm tra theo sơ đồ phù hợp với chỉ dẫn trên Hình 5.

Hình 5
b) Dùng thước đo trong khoảng cách giữa trục trước 2 và trục dưới 4; khoảng cách giữa trục sau 3 và trục dưới 4 tại các mặt cắt AA và BB (Hình 2). Độ song song giữa các trục 2 - 4 và 3 - 4 là hiệu các số đo trên thước tại các điểm đo.
c) Dung sai độ song song giữa trục trước và trục sau so với trục dưới phải phù hợp với các trị số ghi trong Bảng 3.
Bảng 3
Kích thước tính bằng milimét
| Chiều dài công tác của trục L | Dung sai độ song song theo chiều dày tấm | |
| ≤ 32 | > 32 + 63 | |
| Đến 1600 | 0,80 | 1,00 |
| Trên 1600 đến 2500 | 1,00 | 1,20 |
| Trên 2500 đến 4000 | 1,20 | 1,60 |
| Trên 4000 đến 6300 | 1,60 | 1,80 |
5.4. Kiểm tra độ song song giữa trục trên và trục dưới.
a) Phải tiến hành kiểm tra theo sơ đồ phù hợp với chỉ dẫn trên Hình 6.
Hình 6
b) Dùng thước đo trong khoảng cách giữa trên và trục dưới 4 tại các mặt cắt AA và BB (Hình 2). Độ song song giữa trục 1 và 4 là hiệu các số đo trên thước tại các điểm đo.
c) Dung sai độ song song giữa trục trên và trục dưới phải phù hợp với các trị số ghi trong Bảng 4.
Bảng 4
Kích thước tính bằng milimét
| Chiều dài công tác của trục, L | Dung sai độ song song theo chiều dày tấm | |
| ≤ 32 | > 32 + 63 | |
| Đến 1600 | 0,20 | 0,30 |
| Trên 1600 đến 2500 | 0,30 | 0,50 |
| Trên 2500 đến 4000 | 0,50 | 0,80 |
| Trên 4000 đến 6300 | 0,80 | 1,00 |
6. Đối với máy uốn tấm ba trục thì trục dưới chỉ dùng làm gối tựa phôi nên không cần phải kiểm tra theo mục 5.