
ĐAI ỐC - KHUYẾT TẬT BỀ MẶT VÀ PHƯƠNG PHÁP KIỂM TRA
Nuts - Surface defects methods of exmination
Lời nói đầu
TCVN 4796:1989 phù hợp với ST SEV 3682:1982,
TCVN 4796:1986 do Trung tâm Tiêu chuẩn chất lượng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ khoa học và Công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
Đai ốc - Khuyết tật bề mặt - Phương pháp kiểm tra
Nuts - Surface defects methods of - Exmination
Tiêu chuẩn này áp dụng cho đai ốc sáu cạnh có đường kính danh nghĩa của ren từ M3 đến M39 có các cấp bền theo ST SEV 1018:1978, có các cấp chính xác A, B và C theo ST SEV 2615:1980 và quy định giá trị giới hạn cho phép cũng như phương pháp kiểm tra khuyết tật bề mặt.
Cho phép áp dụng các yêu cầu tiêu chuẩn này đối với các sản phẩm có đường kính danh nghĩa của ren nhỏ hơn 3 mm và lớn hơn 39 mm và các đai ốc có dạng khác.
Vết nứt là những chỗ bị phá hủy xuất hiện trên các biến hoặc bên trong các tinh thể cũng như ở chỗ có tạp chất phi kim loại, do kim loại bị quá ứng suất trong quá trình gia công.
Trong trường hợp đai ốc có vết nứt bị nung nóng thì bề mặt vết nứt thường phủ một lớp gỉ.
1.1.1. Vết nứt do ứng suất có thể xuất hiện trong quá trình nhiệt luyện, do các ứng suất nhiệt và ứng suất do biến dạng gây nên. Các vết nứt do ứng suất thường được phân bố ở bất kỳ chỗ nào trên bề mặt đai ốc (Hình 1).
|
| 1- Vết nứt do ứng suất ở ren. 2- Vết nứt do ứng suất. |
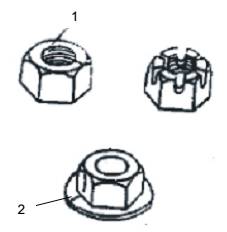
Hình 1
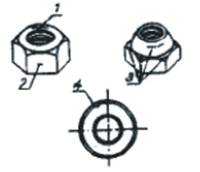
1.1.2. Vết nứt do dập có thể xuất hiện khi cắt phôi và trong quá trình dập và đột lỗ tiếp theo.
Các vết nứt do dập phân bố trên mặt tựa của đai ốc, hoặc tại những chỗ chuyển tiếp từ mặt tựa đến các mép vát và ren.
Vết nứt do có tạp chất phi kim loại xuất hiện khi các tạp chất này có lẫn trong vật liệu ban đầu.
|
| 1- Vết nứt do dập trên mặt tựa và ở ren do các tạp chất trong vật liệu; 2- Vết nứt do dập trên mặt mút; 3- Vết nứt trên vòng đệm hãm; 4- Vết nứt do dập ở ren; 5- Vết nứt do dập trên mặt ngoài của phần tử hãm |

Hình 2
1.1.3. Vết nứt do trượt xuất hiện do biến dạng kim loại trên các mặt “lắp chìa vặn”, trên các mép vát và trên cạnh bên của mặt bích và gờ lượn. Vết nứt do trượt, thường nghiêng 450 so với đường tâm đai ốc (Hình 3).
1.1.4. Vết nứt do rãnh khuyết trong vật liệu thường là thẳng và có thể nằm trên các mặt bên, mặt tựa, mặt bích và gờ (Hình 4).
|
|
|
| Hình 3 | Hình 4 |


1.1.5. Vết nứt do có vết xước trong vật liệu có thể xuất hiện trên mặt “lắp chìa vặn” trên mặt bích và gờ khi biến dạng phôi (Hình 5).
Vết rạn là những chỗ đứt gãy hở ở kim loại và xuất hiện ở những chỗ chịu biến dạng nhiều nhất (Hình 6).
|
|
|
| Hình 5 | Hình 6 |


Vết nhăn xuất hiện do ép các rìa thừa tạo thành trong quá trình dập đai ốc, phân bố trên mặt tựa và ở những chỗ chuyển tiếp từ mặt tựa tới ren và mặt bên (Hình 7).
Vết rỗ là vết lõm trên mặt đai ốc do kim loại không điền đầy hết trong quá trình dập và xuất hiện khi ép các phôi có có lẫn xỉ kim loại hoặc có các vết gỉ trong vật liệu (Hình 8).
Vết dụng cụ là những vết xước dọc hoặc vòng tròn có chiều sâu không lớn do dụng cụ gia công chuyển động trên mặt của đai ốc gây ra (Hình 9).
|
| 1- Vết nhăn trên mặt tựa; 2- Vết nhăn trên mặt “lắp chìa vặn”; 3- Vết nhăn ở các chỗ chuyển tiếp; 4- Vết nhăn trên mặt tựa của đai ốc. |
Hình 7
|
| 1- Vết rỗ do ép phôi có lẫn xỉ kim loại; 2- Vết rỗ do ép vật liệu có vết gỉ. |

Hình 8
1.6. Hỏng ren
Hỏng ren là những chỗ rạn hoặc tróc theo profin ren, tạo thành ở nguyên công cán hoặc cắt ren (Hình 10).
|
| 1- Vết xước vòng tròn; 2- Vết xước dọc |
|
| Hình 9 |
| Hình 10 |


2. Giá trị giới hạn cho phép của khuyết tật.
d - đường kính danh nghĩa của ren đai ốc;
dc - đường kính của gờ hoặc mặt bích;
P - bước ren;
S - kích thước “lắp chìa vặn”.
Không cho phép có vết nứt do ứng suất với bất cứ chiều sâu và chiều dài nào.
Cho phép có vết nứt do dập trên các mặt tựa, nhưng không quá hai vết nứt nằm dài suốt chiều rộng trên mỗi mặt tựa. Nếu vết nứt dài tới ren thì chỉ cho phép tới không quá một vòng ren. Chiều sâu của vết nứt không được lớn hơn 0,5 P, chiều rộng không lớn hơn 0,3 mm.
Trên vòng đệm hãm, cho phép có vết nứt ở rìa lắp ghép vào giữa vòng đệm và đai ốc, nhưng không được sâu vào thân của đai ốc.
2.4. Vết nứt do trượt, do rãnh khuyết và vết rạn.
Vết nứt và vết rạn không được có trên mặt tựa đai ốc. Khi có các vết nứt hoặc vết rạn trên mặt các mặt đối diện, kích thước nhỏ nhất ‘lắp chìa vặn” cũng như đường kính nhỏ nhất của vòng tròn ngoại tiếp không được nhỏ hơn giá trị cho phép. Chiều rộng của vết nứt hoặc vết rạn không được lớn hơn 0,02 S đến 0,25 mm. Trên mặt bên của mặt bích hoặc gờ cho phép có không quá một vết nứt hoặc vết rạn với chiều rộng 0,08 dc và một vài vết rạn hoặc vết nứt có chiều rộng không lớn hơn 0,04 dc.
Chiều sâu vết nứt hoặc vết rạn không được phép lớn hơn 0,04 d.
2.5. Vết nứt do vết xước trong vật liệu
Cho phép có các vết nứt do vết xước trong vật liệu nếu chiều rộng của chúng trên bề mặt không lớn hơn giá trị sau:
0,013 d - Khi đường danh nghĩa của ren đến M36;
0,012 d - Khi đường danh nghĩa của ren lớn hơn M36.
Các vết nhăn không được có trên mặt tựa của đai ốc có mặt bích hoặc gờ và cũng như trên cả hai mặt tựa của đai ốc sáu cạnh.
Cho phép có vết rỗ, nếu chiều sâu của nó không lớn hơn các giá trị sau:
0,25 mm - đối với đai ốc có đường kính danh nghĩa của ren đến M14;
0,017 d - đối với đai ốc có đường kính danh nghĩa của ren lớn hơn M14 đến M24;
0,02 d - đối với đai ốc có đường kính danh nghĩa của ren lớn hơn M24. Khi đó tổng bề mặt rỗ không lớn hơn:
5 % mặt tựa của đai ốc đến M14;
7 % mặt tựa của đai ốc lớn hơn M14 đến M24;
10 % mặt tựa của đai ốc lớn hơn M24.
Cho phép có các vết dụng cụ nếu chúng không vượt quá các thông số nhám bề mặt nêu trong Bảng 1.
Bảng 1
| Vị trí phân bố các vết dụng cụ | Cấp chính xác | ||
| A | B | C | |
| Thông số nhóm bề mặt Ra, m | |||
| Mặt tựa Mặt tựa bên của profin ren Mặt “lắp chìa vặn” | 6,3 12,5 25 | 12,5 12,5 Bất kỳ | Bất kỳ 12,5 Bất kỳ |
Không cho phép có rìa thừa hoặc vết lõm trên ren làm cản trở calíp ren lọt vặn vào.
Không cho phép tróc vòng ren, nếu vết tróc đó có chiều dài lớn hơn nửa vòng ren.
3. Phương pháp kiểm tra khuyết tật bề mặt
3.1. Kiểm tra nghiệm thu thống kê chất lượng theo ST SEV 218:1982.
Các đai ốc đều phải kiểm tra bằng mắt để tìm các khuyết tật bề mặt theo từ điều 1.1 đến điều 1.6. Kiểm tra bằng mắt được tiến hành không dùng dụng cụ phóng đại.
Các đai ốc cấp bền 8 và cao hơn, khi có các khuyết tật bề mặt phải được kiểm tra kim tương bằng phương pháp cắt sâu bề mặt hoặc phương pháp từ tính, ví dụ phương pháp đo khuyết tật bằng từ tính.