
MẢNH DAO CẮT NHIỀU CẠNH - THAY THẾ HỆ THỐNG KÝ HIỆU
Polysided blade – Sign system
Lời nói đầu
TCVN 4961 : 1989 hoàn toàn phù hợp với st sev 555 : 1986
TCVN 4961 : 1989 do Trung tâm Tiêu chuẩn Chất lượng biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị Uỷ ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MẢNH DAO CẮT NHIỀU CẠNH - THAY THẾ HỆ THỐNG KÝ HIỆU
Polysided blade- Sign system
Tiêu chuẩn này áp dụng cho các mảnh dao cắt nhiều cạnh làm bằng hợp kim cứng, vật liệu gốm và các loại vật liệu làm dụng cụ khác cắt khác dùng để lắp ghép vào thân dụng cụ cắt.
1.1. Ký hiệu mảnh dao cắt bao gồm các ký hiệu đặc trưng cho các thông số cơ bản được bố trí theo trình tự dưới đây:
1 Ký hiệu dạng mảnh dao;
2 Ký hiệu giá trị góc sau danh nghĩa an ;
3 Ký hiệu cấp dung sai;
4 Ký hiệu đặc tính kết cấu ( rãnh thoát phoi , lỗ kẹp);
5 Ký hiệu kích thước mảnh dao;
6 Ký hiệu chiều dày mảnh dao;
7 Ký hiệu hình dáng hình mảnh dao;
8 Ký hiệu kiểu lưỡi cắt;
9 Ký hiệu hướng cắt;
10 Ký hiệu bổ sung sự lựa chọn của người sản xuất.
| Ví dụ ký hiệu quy ước: | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|
| T | P | G | N | 16 | 03 | 08 | E | N - | ... |
1.2 Các ký hiệu từ 1 đến 7 là bắt buộc phải có
1.3 Các ký hiệu 8 và/ hoặc 9 chỉ có khi yêu cầu. Trong trường hợp chỉ cần một chỉ dẫn một trong các ký hiệu trên thì dùng ký hiệu 8
1.4 Khi có yêu cầu phải chỉ dẫn ký hiệu 10 thì ký hiệu này được tách ra khỏi ký hiệu còn lại bằng dấu gạch ngang.
1.5 Nếu trên ký hiệu 4 trong ký hiệu quy ước có “X ‘’ thì trên ký hiệu 5, 6, 7 cho phép chỉ dẫn ký hiệu không theo tiêu chuẩn này
2 Ký hiệu dạng mảnh dao ( Ký hiệu 1)
2.1 Ký hiệu dạng mảnh dao cần phải phù hợp với chỉ dẫn ở Bảng 1
Bảng 1
| Ký hiệu | Dạng | Hình biểu diễn | Góc ở đỉnh | Nhóm |
| 1 | 2 | 3 | 4 | 5 |
| H | Hình sáu cạnh |
| 1200 | Các cạnh bằng nhau và các góc bằng nhau |
| O | Hình tám cạnh |
| 1350 | |
| P | Hình năm cạnh |
| 1080 | |
| S | Hình vuông |
| 900 | |
| T | Hình tam giác ( ba cạnh ) |
| 600 | |
| C | Hình thoi |
| 800 | Các cạnh bằng nhau và các góc không bằng nhau |
| D | 550 | |||
| E | 750 | |||
| M | 860 | |||
| V | 350 | |||
| W | Hình sáu cạnh |
| 800 |
|
| L | Hình chữ nhật |
| 900 | Các cạnh không bằng nhau và các góc bằng nhau |
| A | Hình bình hành |
| 850 | Các cạnh không bằng nhau và các góc không bằng nhau |
| B | 82 | |||
| K | 55 | |||
| R | Hình tròn |
| _ | _ |





2.2 Đối với mảnh dao thuộc các nhóm các cạnh bằng nhau và các góc không bằng nhau và cũng như các cạnh không bằng nhau và các góc không bằng nhau ký hiệu theo góc ở đỉnh nhỏ nhất an
3 ký hiệu giá trị góc sau danh nghĩa ( Ký hiệu riêng 2)
3.1 Ký hiệu giá trị góc sau danh nghĩa an cần phải phù hợp với Bảng 2.
Bảng 2
| Ký hiệu | A | b | c | d | e | f | g | n | p | o |
| an | 3o | 5o | 7o | 15o | 200 | 25o | 30o | 0o | 11o | Cho các giá trị khác của góc |
3.2 Khi các giá trị góc sau danh nghĩa khác nhau trên các lưỡi khác nhau, ký hiệu được xác định theo góc danh nghĩa của lưỡi cắt dài nhất.
4 Ký hiệu cấp dung sai ( Ký hiệu 3)
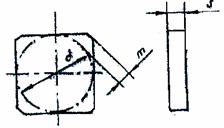
4.1 Kích thước m, d và s cho mảnh dao có số lưỡi cắt lẻ và lượn ở đỉnh được xác định phù hợp với Hình 1
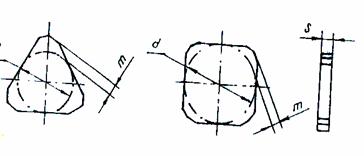
4.2 Kích thước m , d và s cho mảnh dao có số lưỡi cắt chẵn và lượn ở đỉnh được xác định phù hợp với Hình 2

Hình 1
Hình 2
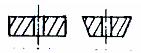
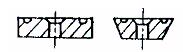
4.3 Kích thước m, d và s đối với mảnh dao có cạnh vát ở đỉnh được xác định phù hợp với Hình 3.
Hình 3
4.4 Ký hiệu cấp dung sai phải phù hợp với chỉ dẫn ở Bảng 3.
Bảng 3
Kích thước tính bằng milimét
| Ký hiệu | Sai lệch giới hạn kích thước | ||
| d | m | s | |
| 1 | 2 | 3 | 4 |
| A ** | ± 0,025 | ± 0,005 | ± 0,025 |
| F** | ± 0,013 | ± 0,005 | ± 0,025 |
| C** | ± 0,025 | ± 0,013 | ± 0,025 |
| H | ± 0,013 | ± 0,013 | ± 0,025 |
| E | ± 0,025 | ± 0,025 | ± 0,025 |
| G | ± 0,025 | ± 0,025 | ± 0.013 |
| J** | Từ ± 0,05* đến ± 0,15 |
± 0,005 |
± 0,025 |
| K ** | Từ ± 0,05* đến ± 0,15 |
± 0,013 |
± 0,025 |
| L** | Từ ± 0,05* đến ± 0,15 |
± 0,025 |
± 0,025 |
| M | Từ ± 0,05* đến ± 0,15 | Từ ± 0.08* đến ± 0,20 |
± 0,13 |
| N | Từ ± 0,05* đến ± 0,15 | Từ ± 0.08* đến ± 0,20 |
± 0,025 |
| U | Từ ± 0,08* đến ± 0,25 | Từ ± 0.13* đến ± 0,38 |
± 0,13 |
chú thích:
* Sai lệch giới hạn phụ thuộc vào đường kính vòng tròn nội tiếp d ( xem Bảng 4, 5)
* * Ưu tiên dùng cho mảnh dao có cạnh vát mài ở đỉnh
4.5 Sai lệch giới hạn kích thước m trong cấp dung sai M, N ,U cho mảnh dao với góc ở đỉnh an ≥ 60 đối với dạng H, O, P, S, T, C, E, M, W cũng như sai lệch giới hạn kích thước d cho cấp dung sai J, K, M, N, U đối với mảnh dao dạng H, O, P, S, T, C, E, M, W, R phải phù hợp với chỉ dẫn ở Bảng 4
Bảng 4
Kích thước tính bằng milimét
| Đường kính vòng tròn nội tiếp d | Sai lệch giới hạn kích thước | |||
| m | d | |||
| Cấp dung sai | ||||
| M, N | U | J, K, L, M, N | U | |
| 1 | 2 | 3 | 4 | 5 |
| 4,76 5,56 6,0 6,35 7,94 8,0 9,525 10,0 |
± 0,08 |
± 0,13 |
± 0,05 |
± 0,08 |
| 12,0 12,7 |
± 0,13 |
± 0,20 |
± 0,08 |
± 0,13 |
| 15,875 16 19,05 20 22,25 |
± 0,15 |
± 0,27 |
± 0,10 |
± 0,48 |
| 25 25,4 |
± 0,18 |
± 0,38 |
± 0,13 |
± 0,25 |
| 31,75 32 |
± 0,20 |
± 0,38 |
± 0,15 |
± 0,25 |
4.6 Sai lệch giới hạn kích thước m, d cấp dung sai M, N mảnh dao dạng D phải phù hợp với chỉ dẫn ở Bảng 5.
Bảng 5
Kích thước tính bằng milimét
| Đường kính vòng tròn nội tiếp d | Sai lệch giới hạn kích thước cấp dung sai M, N | |
| m | d | |
| 5,56 6,35 7,94 9,525 | ± 0,11 | ± 0,05 |
| 12,7 | ± 0,15 | ± 0,08 |
| 15,875 19,05 | ± 0,18 | ± 0,10 |
5 Ký hiệu đặc tính kết cấu ( Ký hiệu 4)
5.1 Ký hiệu đặc tính kết cấu phải phù hợp với chỉ dẫn ở Bảng 6.
Bảng 6
| Ký hiệu | Hình vẽ | Đặc tính kết cấu | |
| Rãnh thoát phoi | Lỗ kẹp | ||
| N |
| Không có rãnh thoát phoi | Không có lỗ kẹp |
| R |
| Có rãnh thoát phoi ở một cạnh | |
| F |
| Có rãnh thoát phoi ở hai cạnh | |
| A |
| Không có rãnh thoát phoi | Có lỗ kẹp hình trụ |
| M |
| Có rãnh thoát phoi ở một cạnh | |
| G |
| Có rãnh thoát phoi ở hai cạnh | |
| W |
| Không có rãnh thoát phoi | Có lỗ lẹp hình xuyến dùng cho vít đầu chìm với góc từ 400 đến 600 ở một cạnh |
| T |
| Có rãnh thoát phoi ở một cạnh | |
| Q |
| Không có rãnh thoát phoi | Có lỗ kẹp hình xuyến dùng cho vít đầu chìm với góc từ 400 đến 600 ở hai cạnh |
| U |
| Có rãnh thoát phoi ở hai cạnh | |
| B |
| Không có rãnh thoát phoi | Có lỗ kẹp hình xuyến dùng cho vít đầu chìm với góc từ 700 đến 900 ở một cạnh |
| H |
| Có rãnh thoát phoi ở một cạnh | |
| C |
| Không có rãnh thoát phoi | Có lỗ kẹp hình xuyến dùng cho vít đầu chìm với góc từ 700 đến 900 ở hai cạnh |
| J |
| Có rãnh thoát phoi ở hai cạnh | |
| X |
| Các đặc tính đặc biệt mà yêu cầu thể hiện trong bảng quy trình trên bản vẽ hay là thuyết minh | |

5.2 Mảnh dao cắt có các cạnh không bằng nhau các góc bằng nhau cũng như các cạnh không bằng nhau các góc không bằng nhau thì phải ký hiệu bằng chữ X.
6 Ký kiệu kích thước mảnh dao ( Ký hiệu 5)
6.1 Ký hiệu kích thước mảnh dao có các cạnh bằng nhau các góc bằng nhau và có các cạnh bằng nhau các góc không bằng nhau xác định bằng kích thước chiều dài cạnh lý thuyết tính bằng mm tương ứng với số trước dấu phẩy
Trong trường hợp có một chữ số thì ở trên vị trí thứ nhất ghi số 0 ( không)
6.2 Đối với mảnh dao có các cạnh bằng nhau các góc bằng nhau và các cạnh bằng nhau các góc không bằng nhau ký hiệu kích thước cần phải phù hợp với Bảng 7.
Bảng 7
| Đường kính vòng tròn nội tiếp d | Ký hiệu kích thước mảnh dao | ||||||||||
| H | 0 | P | S | T | C | D | E | M | V | W | |
| 4,76 5,76 6,35 7,94 9,525 12,7 15,875 19,05 22,25 25,4 31,75 | - - 03 04 05 07 09 11 12 14 18 | - - 02 03 04 05 06 07 09 10 13 | - - 04 05 07 09 11 13 18 16 23 | 04 05 06 07 09 12 15 19 22 25 31 | 08 09 11 13 16 22 27 33 38 44 54 | 04 05 06 08 09 12 16 19 22 25 32 | 05 06 07 09 11 15 19 23 27 31 38 | 04 05 06 08 09 13 16 19 23 26 32 | 04 05 06 07 09 12 15 19 22 25 31 | 08 09 11 13 16 22 27 33 38 44 54 | - 03 04 05 06 08 10 13 15 17 21 |
6.3 Ký hiệu kích thước mảnh dao có các cạnh không bằng nhau, các góc bằng nhau và các cạnh không bằng nhau các góc không bằng nhau xác định bằng kích thước lưỡi cắt chính nghĩa là lưỡi cắt có chiều dài lớn hơn
6.4 Ký hiệu kích thước mảnh dao hình tròn xác định bằng đường kính phù hợp với Bảng 8
Bảng 8
| Đường kính mảnh dao d, mm | Ký hiệu kích thước mảnh dao dạng R |
| 6,0 | 06 |
| 6,35 | |
| 7,94 | 07 |
| 8,0 | 08 |
| 9,525 | 09 |
| 10,0 | 10 |
| 12,0 | 12 |
| 12,7 | |
| 15,875 | 15 |
| 16,0 | 16 |
| 19,05 | 19 |
| 20,0 | 20 |
| 25,0 | 25 |
| 25,4 | |
| 31,75 | 31 |
| 32,0 | 32 |
7 Ký hiệu chiều dày mảnh dao ( Ký hiệu 6)
7.1 Ký hiệu chiều dày mảnh dao xác định bằng kích thước chiều dày làm việc s tính bằng mm phù hợp với Hình 4 và tương ứng với số trước dấu phẩy
Trong trường hợp có một chữ số trên vị trí thứ nhất ghi số 0 (không). Ví dụ chiều dày mảnh dao 4,76 mm ký hiệu 04. Đối với mảnh dao chiều dày s = 1,98 mm và 3,97 mm trên vị trí thứ nhất ghi chữ T. Ví dụ chiều dày mảnh dao 3,97 mm – Ký hiệu T3

Hình 4
7.2 Ký hiệu chiều dày mảnh dao cần phải phù hợp với Bảng 9
| Chiều dày mảnh dao ,S, mm | Ký hiệu |
| 1,59 | 01 |
| 1,98 | T1 |
| 2,38 | 02 |
| 3,18 | 03 |
| 3,97 | T3 |
| 4,76 | 04 |
| 5,56 | 05 |
| 6,35 | 06 |
| 7,94 | 07 |
| 9,52 | 09 |
| 12,7 | 12 |
8 Ký hiệu hình dáng đỉnh mảnh dao ( Ký hiệu 7)
8.1 Mảnh dao có bán kính đỉnh nhỏ hơn rồ ≤ 0,2 mm được ký hiệu 00 ( không không )
8.2 Mảnh dao có bán kính rồ ≥ 0,2 mm được ký hiệu bằng kích thước bán kính trong phần thập phân mm. Nếu số nhỏ hơn 10 cần phải đặt vào vị trí thứ nhất số 0. Ví dụ bán kính ở đỉnh r = 0,8 mm – Ký hiệu 08.
8.3 Mảnh dao có vát ở đỉnh ( Hình 5) ký hiệu phải phù hợp với chỉ dẫn trong Bảng 10 và Bảng 11

Hình 5
Bảng 10
| Ký hiệu | Góc chính Kr ở đỉnh |
| A D E F P Z | 45o 60o 75o 85o 900 Cho các giá trị khác nhau của góc |
Bảng 11
| Ký hiệu | a | b | c | d | e | f | g | n | p | Z |
| Góc sau của cạnh và làm sạch | 3o | 50 | 70 | 150 | 200 | 250 | 300 | 00 | 110 | Cho các giá trị khác của góc |
8.4 Ký hiệu hình dáng đỉnh mảnh dao hình tròn với giá trị đường kính nhận được khi chuyển đổi từ đơn vị insơ sang đơn vị mét – 00 ( không - không) còn với giá trị đường kính trong đơn vị mét – MO.
9 Ký hiệu kiểu lưỡi cắt ( Ký hiệu 8)
Ký hiệu kiểu lưỡi cắt cần phải phù hợp với chỉ dẫn trong Bảng 12
Bảng 12
| Ký hiệu | Kiểu lưỡi cắt | Hình biểu diễn |
| F | Nhọn |
|
| E | Lượn tròn |
|
| T | Có cạnh vát |
|
| S | Có cạnh vát và lượn tròn |
|

10 Ký hiệu hướng cắt ( Ký hiệu 9)
Ký hiệu hướng cắt cần phải phù hợp với chỉ dẫn trong Bảng 13
Bảng 13
| Ký hiệu | Hướng cắt |
| R | Chỉ có phải |
| L | Chỉ có trái |
| N | Phải và trái |