
BULÔNG, VÍT, VÍT CẤY, ĐAI ỐC - YÊU CẦU KỸ THUẬT
Bolts, scres, studus and nuts - Technical requirements
Tiêu chuẩn này áp dụng cho bu lông, vít, vít cấy và đai ốc có đường kính ren từ 1 đến 48 mm
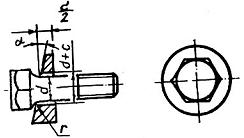
1.1. Kiểu, kích thước, ren, sai lệch giới hạn và độ nhẵn bề mặt của bu lông, vít, vít cấy và đai ốc phải phù hợp với những yêu cầu đã được quy định trong các tiêu chuẩn và kích thước.
1.2. Cơ tính của bu lông, vít, vít cấy và đai ốc làm bằng thép cacbon và thép hợp kim phải theo những chỉ dẫn trong bảng 1 và 2.
Cơ tính của bu lông, vít và vít cấy làm bằng thép cacbon và thép hợp kim ở nhiệt độ thường
Bảng 1
| Cấp bền* | Giới hạn bền σb, KG/mm2 | Giới hạn chảy σc, KG/mm2 | Độ giãn dài tương đối ε, % | Độ dai và dập ak KG/mm2 | Độ cứng Brinen HB | Độ cứng Rocven | Ứng suất do tải trọng thử σt KG/mm2 | |||||||
| HRB | HRC | |||||||||||||
| Nhỏ nhất | Lớn nhất (tham khảo) | Không nhỏ hơn | Nhỏ nhất | Lớn nhất (tham khảo) | Nhỏ nhất | Lớn nhất (tham khảo) | Nhỏ nhất | Lớn nhất (tham khảo) | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | ||
| 3.6 | 34 | 49 | 20 | 25 | Không quy định | 90 | 150 | 48 | 80 | Không quy định | 18,8 | |||
| 30 | ||||||||||||||
| 4.6 | 40 | 55 | 24 | 25 | 5,5 | 110 | 170 | 62 | 86 | 22,6 | ||||
| 4.8 | 32 | 14 tham khảo | Không quy định | 29,1 | ||||||||||
| 5.6 | 50 | 70 | 30 | 20 | 5 | 140 | 215 | 77 | 97 | 28,2 | ||||
| 5.8 | 40 | 10 tham khảo | Không quy định | 36,4 | ||||||||||
| 6.6 | 60 | 80 | 36 | 16 | 4 | 170 | 245 | 86 | 102 | Không quy định | 33,9 | |||
| 6.8 | 48 | 8 tham khảo | Không quy định | 43,7 | ||||||||||
| 6.9 | 54 | 12 tham khảo | 47,5 | |||||||||||
| 8.8 | 80 | 100 | 64 | 12 | 6 | 225 | 300 | Không quy định | 21 | 33 | 58,2 | |||
| 10.9 | 100 | 120 | 90 | 9 | 4 | 280 | 365 | 29 | 39 | 79,2 | ||||
| 12.9 | 120 | 140 | 108 | 8 | 4 | 330 | 475 | 36 | 45 | 95,0 | ||||
| 14.9 | 140 | 160 | 126 | 7 | 3 | 390 | Không quy định | 41 | 50 | 111,0 | ||||
* Cấp bền được ký hiệu bằng 2 chữ số. Số trước nhân với 10 cho giới hạn bền nhỏ nhất kG/mm2, số sau nhân với 10 cho tỷ số giữa giới hạn chảy và giới hạn bền bằng %. Tích của hai số cho giới hạn chảy kG/mm2 (đối với cấp bền 3.6 cho giá trị gần đúng).
Chú thích:
1. Đối với cấp bền 4.8; 5.8 và 6.8 cho phép dùng thép tự động.
2. Khi cung cấp bulông, vít và vít cấy cho phép thay thế những sản phẩm có cấp bền thấp bằng những sản phẩm có cấp bền cao hơn:
Cấp bền 3.6 bằng cấp bền 4.6;
Cấp bền 4.8 bằng cấp bền 5.8; 6.8; 6.9;
Cấp bền 5.8 bằng cấp bền 6.8; 6.9;
Cấp bền 6.8 bằng cấp bền 6.9; 8.8;
Cấp bền 6.9 bằng cấp bền 8.8.
Cơ tính của đai ốc làm bằng thép cacbon và hợp kim ở nhiệt độ thường
Bảng 2
| Cấp bền* | Ứng suất do tải trọng thí nghiệm σF , kG/mm2, không nhỏ hơn | Độ cứng Brinen HB | Độ cứng Rocven HRC |
| Không lớn hơn | |||
| 4 | 40 | 302 | 33 |
| 5 | 50 | ||
| 6 | 60 | ||
| 8 | 80 | ||
| 10 | 100 | 353 | 38 |
| 12 | 120 | ||
| 14 | 140 | 375 | 40 |
* Cấp bền ký hiệu bằng chữ số, số này nhân với 10 cho trị số ứng suất do tải trọng thí nghiệm kG/mm2.
Chú thích:
1. Đối với cấp bền 4 và 5 cho phép dùng thép phốt pho. Đối với cấp độ bền 4, 5, 6 cho phép dùng thép tự động.
2. Khi cung cấp, cho phép thay thế đai ốc có cấp bền thấp bằng cấp bền cao hơn (nếu trong đơn đặt hàng không cấm). Khi đó độ cứng của đai ốc cung cấp không được vượt quá độ cứng quá quy định của cấp được thay thế.
1.3. Không cho phép dùng thép sôi và thép tự động để làm bulông, vít và vít cấy nếu khách hàng yêu cầu và được ghi rõ trong đơn đặt hàng.
1.4. Cơ tính của bulông, vít, vít cấy và đai ốc làm bằng thép chịu ăn mòn, thép chịu nhiệt, bền nhiệt, ổn định nhiệt phải theo bảng 3 và 4
Cơ tính của bulông, vít, vít cấy làm bằng thép chịu ăn mòn, thép chịu nhiệt, bền nhiệt, ổn định ở nhiệt độ thường.
Bảng 3
| Ký hiệu quy ước của nhóm | Giới hạn bền σb kG/mm2 | Giới hạn chảy σc kG/mm2 | Độ giãn dài tương đối ε, % | Độ dai va đập ak, KG/mm2 | Ứng suất do tải trọng thử σt KG/mm2 |
| Không nhỏ hơn | |||||
| 21 | 52 | 20 | 40 | - | 18,0 |
| 22 | 70 | 55 | 15 | 6 | 49,5 |
| 23 | 65 | 12 | 6 | 58,5 | |
| 24 | 90 | 55 | 8 | 3 | 49,5 |
| 25 | 75 | 10 | 3 | 67,5 | |
| 26 | 110 | 85 | 10 | 5 | 76,5 |
Cơ tính của đai ốc làm bằng thép chịu ăn mòn và thép chịu nhiệt, bền nhiệt, ổn định ở nhiệt độ thường.
Bảng 4
| Ký hiệu quy ước của nhóm | Ứng suất do tải trọng thí nghiệm σF kG/mm2, không nhỏ hơn |
| 21 | 52 |
| 22 | 70 |
| 23 | |
| 25 | 90 |
| 26 | 110 |
1.5. Cơ tính của bulông, vít, vít cấy và đai ốc làm bằng thép hợp kim màu phải theo bảng 5 và 6
Cơ tính của bu lông, vít và vít cấy làm bằng hợp kim màu ở nhiệt độ thường
Bảng 5
| Ký hiệu quy ước của nhóm | Giới hạn bền σb kG/mm2 | Giới hạn chảy σc kG/mm2 | Độ giãn dài tương đối ε, % | Độ cứng Brinen HB |
| Không nhỏ hơn | ||||
| 31 | 27 | 12 | 15 | Không quy định |
| 32 | 32 | Không quy định | 12 | 75 |
| 33 | ||||
| 34 | 50 | Không quy định | ||
| 35 | 88 | 20 | 10 | |
Cơ tính đai ốc làm bằng hợp kim màu ở nhiệt độ thường
Bảng 6
| Ký hiệu quy ước của nhóm | Ứng suất do tải trọng thí nghiệm σF kG/mm2, không nhỏ hơn |
| 31 | 27 |
| 32 | 32 |
| 33 | |
| 34 | 50 |
| 35 | 38 |
1.6. Mắc vật liệu dùng để làm bulông, vít và vít cấy có cấp bền 8.8, 10.9 và làm đai ốc có cấp bền 10, 12 và 14 cần phải ghi trong đơn đặt hàng (mác vật liệu tương ứng được giới thiệu trong phụ lục).
1.7. Mác thép các bon dùng để làm bulông, vít, vít cấy có cấp bền 3.6 - 6.9 và làm đai ốc có cấp bền 4 - 8 cũng như mác hợp kim màu do cơ sở sản xuất lựa chọn (mác vật liệu tương ứng được giới thiệu trong phụ lục).
1.8. Theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất cho phép sản xuất bulông, vít, vít cấy và đai ốc bằng thép cácbon, thép hợp kim có mác khác với mác giới thiệu trong phụ lục nhưng có cấp bền tương đương và bằng hợp kim màu có cơ tính khác với những chỉ dẫn ở bảng 5 và 6.
1.9. Mác vật liệu nhóm 21, 23, 25 dùng để chế tạo các chi tiết lắp xiết cần phải ghi trong đơn đặt hàng. Cho phép đặt hàng chế tạo các chi tiết lắp xiết bằng những vật liệu có cơ tính khác quy định ở bảng 3 và 4.
1.10. Theo yêu cầu của khách hàng, chi tiết lắp xiết làm bằng đồng thau theo phương pháp chồn nguội phải qua nhiệt luyện để khử ứng suất trong.
1.11. Theo yêu cầu của khách hàng, bulông, vít, vít cấy và đai ốc được sản xuất có lớp phủ.
Loại và ký hiệu của lớp phủ phải theo bảng 7.
1.12. Yêu cầu kỹ thuật đối với lớp phủ, chiều dày phủ và kích thước ren khi chưa có lớp phủ được quy định theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất.
1.13. Theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất cho phép dùng những loại lớp phủ khác.
1.14. Kích thước rãnh lùi dao, đoạn ren cạn và cạnh vát của phần cuối ren theo TCVN 2034 - 77.
1.15. Theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất cho phép chế tạo:
a) Bulông, vít, vít cấy có chiều dài phần ren dài hoặc ngắn hơn;
b) Vít cấy và đai ốc có ren trái;
c) Bulông có một lỗ ở đầu.
Bảng 7
| Ký hiệu | Loại lớp phủ |
| 00 | Không lớp phủ |
| 01 | Kẽm có Cromat hóa |
| 02 | Cadini có cromat hóa |
| 03 | Niken |
| 04 | Hai lớp Đồng - Niken |
| 05 | Oxyt |
| 06 | Phốt phát có tẩm dầu |
| 07 | Thiếc |
| 08 | Đồng |
| 09 | Kẽm |
| 10 | Anôt oxyt có crômat hóa |
| 11 | Thụ động |
| 12 | Bạc |
1.16. Sai lệch hình dạng và khuyết tật bên ngoài quy định ở bảng 8 và 9.
Bảng 8
| Cấp chính xác của sản phẩm | ||
| Thô | Nửa tinh | Tinh |
| Không cho phép | ||
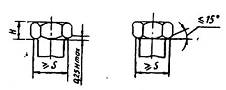
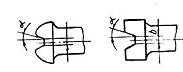
| 1. Vết nứt 2. Vết xước làm cho kích thước của sản phẩm vượt ra ngoài sai lệch giới hạn. 3. Góc giữa cạnh vát và mặt tựa của bulông lớn hơn 15o (hình 1b) 4. Việc vát cạnh của đầu bulông sáu cạnh hay đầu vuông đến mặt tựa lớn hơn 0,25 chiều cao của đầu bulông hay đai ốc (hình 1a).
Hình 1 5. Việc vê tròn đầu bulông sáu cạnh hay vuông làm cho đường kính vòng tròn ngoại tiếp vượt ra ngoài sai lệch giới hạn. 6. Việc vê tròn các vành ở đầu bulông và vít đầu chìm và nửa chìm cũng như các cạnh ở đầu của bulông và vít đầu chỏm cầu làm cho đường kính ở đầu vượt ra ngoài sai lệch giới hạn. 7. Bulông đầu chỏm cầu khuyết hụt ở đỉnh nếu đường kính mặt khuyết vượt quá: | ||
| 40 % đường kính danh nghĩa của đầu | 30 % đường kính danh nghĩa của đầu | |
| Sự khuyết hụt không được làm cho chiều cao của đầu vượt ra ngoài sai lệch giới hạn. 8. Độ nghiêng đường sinh của đầu (hình 2) lớn hơn 5 o và phần cầu ở mặt trên của đầu, làm cho chiều cao của đầu hình trụ vượt ra ngoài sai lệch giới hạn.
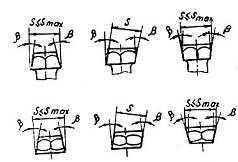
Hình 2 9. Đường kính danh nghĩa của đầu vít giảm nhỏ theo hướng của rãnh vượt quá: 0,3 mm - khi vít có đường kính ren đến 2 mm; 0,6 mm - khi vít có đường kính ren từ 2,5 đến 5 mm; 0,7 mm - khi vít có đường kính ren từ 6 mm và lớn hơn. 10. Độ nghiêng của mặt cạnh (góc β - hình 3) lớn hơn: | ||
| 2 o | 2 o | 1 o |
| Chú thích: 1. Độ nghiêng của mặt cạnh không được làm cho kích thước vượt ra ngoài sai lệch giới hạn. 2. Chú thích 1 không áp dụng đối với bulông thô chế tạo bằng máy ép ma sát.
Hình 3 11. Độ nghiêng của các mặt sáu cạnh trong (góc β - hình 4) lớn hơn:
Hình 4 | ||
| 12. Những chỗ mẻ vỡ kim loại ở mặt cạnh của đầu có chiều cao lớn hơn 0,25 chiều cao đầu làm cho kích thước lắp chìa vặn S vượt ra ngoài giới hạn 0,9 đường kính danh nghĩa. | Những chỗ mẻ vỡ kim loại ở mặt cạnh của đầu có chiều cao lớn hơn 0,20 chiều cao đầu làm cho kích thước lắp chìa vặn S vượt ra ngoài giới hạn 0,95 đường kính danh nghĩa. | Những chỗ mẻ vỡ kim loại ở mặt cạnh của đầu có chiều cao lớn hơn 0,15 chiều cao của đầu, làm cho kích thước lắp chìa vặn S vượt ra ngoài sai lệch giới hạn. |
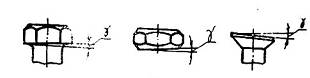
| 13. Độ không vuông góc của bề mặt của đầu đối với trục của thân (góc g - hình 5) lớn hơn: | ||
| 2o đối với chi tiết có đường kính ren đến 30 mm; | 1o - đối với chi tiết có đường kính ren đến 30 mm;
| |
| 1o - đối với chi tiết có đường kính ren lớn hơn 30 mm | 30' - đối với chi tiết có đường kính ren lớn hơn 30 mm | |
| 14. Độ không vuông góc của mặt tựa của đai ốc đối với trục của ren (góc g - hình 5) lớn hơn: | ||
| 2o | 1o30' | 1o |
|
Hình 5 15. Có độ lồi ở mặt tựa. 16. Độ lõm ở mặt tựa có trị số lớn hơn nửa dung sai chiều cao đầu hay chiều cao đai ốc. | ||
| 17. Các vết ở chỗ tháo khuôn làm tăng đường kính thực tế của thân lớn hơn trị số dung sai cấp chính xác 8. | Các vết ở chỗ tháo khuôn làm tăng đường kính thực tế của thân lớn hơn trị số dung sai cấp chính xác 7. | - |
| 18. Các vết do lăn ép hay do dụng cụ cắt làm cho đường kính thân hay đầu vượt ra ngoài sai lệch giới hạn. 19. Sự phình to thêm của đường kính của thân ở dưới đầu bulông hay vít (do áp lực cán ren) lớn hơn: | ||
| Dung sai cấp chính xác 8 trên chiều dài bằng 2 lần đường kính danh nghĩa của ren. | 0,05 mm trên chiều dài 5 mm - đối với chi tiết có đường kính ren đến 16 mm. 0,1 mm trên chiều dài 8 mm - đối với chi tiết có đường kính ren từ 18 đến 27 mm. 0,2 mm trên chiều dài 10 mm - đối với chi tiết có đường kính ren lớn hơn 30 mm. | |
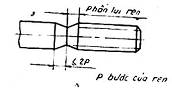
| Ở những thân bulông có kết cấu giảm áp lực cán ren đoạn côn khoảng giữa phần cuối của đoạn lùi ren và phần không có ren của thân bulông có chiều dài lớn hơn 2 lần bước ren (hình 6).
Hình 6 21. Cắt xiên ở cuối thân l (hình 7) lớn hơn: | ||
| Kích thước cạnh vát C theo TCVN 2034 - 77 | 1/2 kích thước cạnh vát C theo TCVN 2034 - 77 | |
|
Hình 7 22. Vết lõm ở mặt mút của thân sản phẩm chế tạo bằng phương pháp cán ren có chiều sâu lớn hơn kích thước cạnh vát C (hình 8) theo TCVN 2034 - 77.
Hình 8 23. Rìa thừa và mép sắc ở lỗ để lắp chốt chẻ. 24. Khoét lỗ lắp chốt chẻ có đường kính lớn hơn 1,5 đường kính của lỗ hay gây ra vết nứt của mặt mút. 25. Những chỗ khuyết lõm và biếu cục kim loại ở đáy rãnh, làm cho chiều sâu của rãnh vượt ra ngoài sai lệch giới hạn. 26. Góc của thành rãnh (góc a - hình 9) lớn hơn: | ||
| 5o | 3o | |
|
Hình 9 27. Rìa thừa do cắt rãnh. 28. Độ lõm ở đáy rãnh có độ cong không phù hợp với bán kính của rãnh tiêu chuẩn hay với dao phay rãnh, cũng như độ lồi có bán kính nhỏ hơn 90 mm đối với vít đường kính ren đến 12 mm và nhỏ hơn 150 mm đối với vít có đường kính ren lớn hơn 12 mm (hình 10)
Hình 10 29. Những chỗ khuyết lõm hay biếu cục kim loại ở mặt mút của đầu vít rãnh chữ thập làm cho chiều cao của đầu vượt ra ngoài sai lệch giới hạn. 30. Rìa thừa hay khuyết ở ren làm calip ren lọt không vặn vào được. 31. Nứt rạn và tróc ren ở bulông, vít và vít cấy nếu chiều sâu những khuyết tật này vượt ra ngoài giới hạn của đường kính trung bình của ren hay chiều dài của chúng lớn hơn: | ||
| 8% toàn bộ chiều dài của ren theo đường xoắn vít hay 1/3 chiều dài của một vòng ren | 5% toàn bộ chiều dài của ren theo đường xoắn vít hay 1/4 chiều dài của một vòng ren | 2% toàn bộ chiều dài của ren theo đường xoắn vít hay 1/6 chiều dài của một vòng ren. |
| 32. Nứt rạn hay tróc ren ở đai ốc, nếu chiều sâu những khuyết tật này vượt ra ngoài giới hạn của đường kính trung bình của ren hay chiều dài của chúng lớn hơn 1/2 vòng ren. 33. Làm giảm chiều cao prôfin ren của bulông, vít, vít cấy bằng cách làm giảm đường kính ngoài lớn hơn: | ||
| 3 vòng ren cuối | 2 vòng ren cuối | |
| 34. Sự làm tròn đỉnh của prôfin ren cán, làm cho đường kính ngoài của ren vượt ra ngoài sai lệch giới hạn. 35. Độ lệch của trục ren so với trục phần trên của thân lớn hơn miền dung sai: | ||
| Cấp chính xác 8 | Cấp chính xác 7 | |
| Kích thước cơ sở để tính dung sai là đường kính ngoài của ren. | ||


Bảng 9
| Cấp chính xác của sản phẩm | ||
| Thô | Nửa tinh | Tinh |
| Cho phép | ||
| 1. Những khuyết tật bề mặt đã quy định trong yêu cầu kỹ thuật của vật liệu dây và thanh dùng để chế tạo sản phẩm. | ||
| 2. Những vết cháy cục bộ trên bề mặt, các vết kẹp chặt, các vết của cơ cấu truyền dẫn, các vết nhăn và chất gỉ dễ mất đi khi rửa dầu hỏa. | Các vết kẹp chặt các vết của cơ cấu truyền dẫn, các vết nhăn và chất gỉ dễ mất đi khi rửa dầu hỏa ở sản phẩm được cung cấp không mạ. | Các vết tháo khuôn. |
| 3. Lỗ tâm ở phần mút của đầu và thân. 4. Làm giảm chiều cao prôfin ren bằng cách làm tăng đường kính trong của ren ở một vòng ren cuối của đai ốc. 5. Vát góc 90o ở lỗ của đai ốc có lớp phủ. 6. Vết nứt nhỏ ở các cạnh của chỗ lõm ở đầu bulông không ra đến mặt. | ||
| 7. Những rìa thừa nhỏ dễ mất đi, các vết tháo khuôn và bậc ở mặt tựa của đầu có chiều cao không lớn hơn: | Các vết do làm sạch rìa thừa, rìa thừa nhỏ trong giới hạn chiều cao của vòng đệm chặn. | |
| 0,3 mm | 0,2 mm | |
| 8. Các vết nứt nhỏ và các cục kim loại nhỏ ép vào mặt tựa của đai ốc ở chỗ tiếp giáp với cạnh vát ngoài và trong | Các cục kim loại nhỏ ép vào mặt tựa của đai ốc. | |
| 9. Chỗ chuyển tiếp từ cổ đến thân của bulông có góc 60o. | ||
| 10. Không vát cạnh ở cuối thân những sản phẩm cán ren. | Không vát cạnh ở cuối thân những sản phẩm cán ren nếu có sự thỏa thuận giữa khách hàng. | |
| 11. Giảm prôfin của ren ở gần lỗ lắp chốt chẻ. 12. Làm tù góc của cổ vuông. 13. Làm tròn mặt mút trên của đầu thay cho vát cạnh ở những bulông có chỗ lõm ở đầu. | ||
1.17. Bulông, vít, vít cấy và đai ốc chế tạo xong phải được bộ phận kiểm tra kỹ thuật của cơ sở sản xuất thu nhận. Cơ sở sản xuất phải bảo đảm sản phẩm sản xuất ra phù hợp với tiêu chuẩn này.
2.1. Bulông, vít, vít cấy phải qua những thử nghiệm chỉ dẫn ở bảng 10 và 11.
Các dạng thử của bulông, vít, vít cấy
Bảng 10
| Dạng thử | Vật liệu | ||||||||||||||||||||||
| Thép cacbon và thép hợp kim | Thép chịu mòn, thép hợp kim màu, bền nhiệt | ||||||||||||||||||||||
| Cấp độ bền | Ký hiệu quy ước của nhóm | ||||||||||||||||||||||
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.6 | 6.8 | 6.9 | 8.8 | 10.9 | 12.9 | 14.9 | 21 | 22 | 23 | 24 | 25 | 26 | 31 | 32 | 33 | 34 | 35 | |
| 1. Thử kéo (mục 2.18) | Y | Y | Y | Y | Y | Y | Y | Y | B | B | B | B | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 2. Đo độ cứng (mục 2.19) | Y | Y | - | Y | - | Y | - | - | Y | Y | Y | Y | - | - | - | - | - | - | - | Y | Y | - | - |
| 3. Thử kéo theo mẫu (mục 2.20) | Y | Y | Y** | Y | Y** | Y | Y** | Y** | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y* | Y* | Y* | Y |
| 4. Thử độ đai va đập (mục 2.21) | - | Y | - | Y | - | Y | - | - | B | B | B | B | - | Y | Y | Y | Y | Y | - | - | - | - | - |
| 5. Thử tải trọng thí nghiệm (mục 2.22) | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | - | - | - | - | - |
| 6. Thử bếp ở chỗ tiếp giáp của đầu và thân (mục 2.23) | - | - | B | - | B | - | B | B | - | - | - | - | - | - | - | - | - | - | - | - | - | - | - |
| 7. Thử kéo ở vòng đệm nghiêng (mục 2.24) | Y | Y | - | Y | - | Y | - | - | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | Y | - | - |
| 8. Thử giá trị lớp thoát cacbon (mục 2.25) | - | - | - | - | - | - | - | - | Y | Y | Y | Y | - | - | - | - | - | - | - | - | - | - | - |
| 9. Thử độ bền liên tục (mục 2.26) | - | - | - | - | - | - | - | - | - | - | - | - | T | T | T | T | T | T | - | - | - | - | - |
B: Thử bắt buộc
Y: Thử theo yêu cầu của khách hàng
* Chỉ xác định giới hạn bền và độ dãn dài tương đối
** Chỉ xác định giới hạn bền và giới hạn chảy
Chú thích:
1. Khi chế tạo bulông, vít, vít cấy bằng phương pháp cắt và sau đó không nhiệt luyện cho phép tiến hành thử cơ tính theo điểm 2, 3, 4 trên vật liệu chế tạo hay trên mẫu thử của vật liệu chế tạo.
2. Nếu tiến hành thử theo điểm 7 thì thôi không thử theo điểm 1.
3. Nếu tiến hành thử theo điểm 3 thì thôi không thử theo điểm 5.
Các dạng thử của đai ốc
Bảng 11
| Dạng thử | Vật liệu | |||||||||||||||
| Thép cacbon và thép hợp kim | Thép chịu ăn mòn, thép bền nhiệt, chịu nhiệt và ổn định nhiệt | Hợp kim màu | ||||||||||||||
| Cấp bền | Ký hiệu quy ước của nhóm | |||||||||||||||
|
| 4 | 5 | 6 | 8 | 10 | 12 | 14 | 21 | 23 | 25 | 26 | 31 | 32 | 33 | 34 | 35 |
| 1. Kiểm tra theo tải trọng (điều 2.27) | Y | Y | Y | Y | B | B | B | Y | Y | Y | Y | Y | Y | Y | Y | Y |
| 2. Đo độ cứng (điều 2.19) | Y | Y | Y | Y | Y | Y | Y | - | - | - | - | - | - | - | - | - |
B - Thử bắt buộc.
Y - Thử theo yêu cầu của khách hàng.
2.2. Kiểm tra mặt ngoài của sản phẩm không dùng dụng cụ phóng to.
Kiểm tra độ nhẵn bề mặt bằng cách so sánh chi tiết với mẫu chuẩn.
Chú thích:
1. Cho phép kiểm tra vết nứt bằng phương pháp đặc biệt, kiểm tra độ nhẵn bề mặt bằng dụng cụ đo.
2. Trong trường hợp nghi ngờ cho phép dùng kính lúp có độ phóng to 2,5 - 3 lần.
2.3. Kiểm tra kích thước sản phẩm bằng calip giới hạn, dưỡng, dụng cụ đo vạn năng, khuôn kiểm tra và những dụng cụ khác.
2.4. Ren phải được kiểm tra bằng calip giới hạn, đối với bulông và vít cấy có lỗ lắp chốt chẻ cho phép vặn calíp ren không lọt vào đến hết lỗ lắp chốt chẻ.
2.5. Kiểm tra chiều dày lớp mạ ở đầu bulông và vít ở mặt cạnh hay mặt mút của đai ốc ở thân vít cấy. Phương pháp kiểm tra chất lượng và chiều dày lớp mạ khi chưa có tiêu chuẩn thì theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất. Khi đã có tiêu chuẩn thì việc lựa chọn phương pháp nào trong tiêu chuẩn là do bên cơ sở sản xuất quyết định.
2.6. Độ thẳng góc của mặt tựa đầu bulông hay vít đối với đường trục của thân được kiểm tra bằng dưỡng đo góc hay căn lá mẫu đo khe hở giữa mặt tựa của đầu và mặt mút của khuôn kiểm tra. Lỗ ở khuôn phải theo dãy 1 TCVN 261 - 67 đối với bulông và vít có cấp chính xác tinh và nửa tinh, theo dãy 2 đối với cấp chính xác thô.
Độ thẳng góc của mặt mút đai ốc đối với đường trục của ren được kiểm tra bằng căn lá mẫu đo khe hở giữa mặt mút của đai ốc và mặt mút của vòng kiểm tra khi vặn trục kiểm ren cho các mặt mút này tiếp xúc với nhau.
Cho phép kiểm tra độ thẳng góc của mặt tựa chi tiết bằng cách kiểm tra độ đảo của mặt mút.
2.7. Độ thẳng của thân bulông, vít và vít cấy được kiểm tra bằng cách đưa tự do thân chi tiết vào khuôn kiểm tra. Lỗ ở khuôn phải theo dãy 1 TCVN 261 - 67 đối với bulông, vít, và vít cấy có cấp chính xác tinh và nửa tinh, và theo dãy 2 đối với bulông có cấp chính xác thô. Chiều sâu của lỗ phun không nhỏ hơn chiều dài của chi tiết kiểm tra.
2.8. Độ nghiêng của mặt cạnh của đầu được kiểm tra bằng dưỡng đo góc.
2.9. Kiểm tra việc làm tù góc cổ vuông bằng bạc hay dưỡng kiểm làm theo dãy 2 TCVN 261 - 67. Dưới đầu bulông cần phải vòng đệm phẳng có đường kính lỗ lớn hơn đường kính vòng tròn ngoại tiếp của cổ và có chiều dày không nhỏ hơn 0,5 chiều cao cổ.
Không cho phép xoay cổ trong lỗ của bạc hay dưỡng kiểm.
2.10. Khi ở cuối thân bị cắt xiên thì chiều dài của bulông, vít và vít cấy được kiểm tra theo phía dài.
2.11. Kiểm tra chiều sâu của rãnh thẳng theo trục của thân.
2.12. Kiểm tra vị trí các rãnh của đai ốc xẻ rãnh bằng calip kiểm có ren làm theo kích thước của calip ren lọt để kiểm tra đai ốc, còn đường kính của chốt bằng đường kính của chốt chẻ (hình 11).
Hình 11
Hình dáng của đáy rãnh không kiểm tra.
2.13. Kiểm tra rãnh chữ thập theo tài liệu đã quy định.
2.14. Kiểm tra đường kính vòng tròn ngoại tiếp của đai ốc sáu cạnh, của bulông và vít có đầu sáu cạnh hay vuông ở phần giữa chiều cao của đai ốc hay ở phần giữa chiều cao của đầu bulông.
2.15. Kiểm tra độ nhẵn của ren ở mặt cạnh của prôfin.
2.16. Độ nhẵn mặt mút của thân, trừ vít định vị, không kiểm tra.
2.17. Không kiểm tra những kích thước không quy định những sai lệch giới hạn. Những kích thước này cần được bảo đảm bằng quy trình công nghệ chế tạo.
2.18. Thử kéo đứt bulông, vít, vít cấy trên máy thử kéo đứt, khi đó giới hạn bền không được thấp hơn chỉ dẫn ở bảng 1, 3, 5. Tiến hành thử đối với chi tiết có đường kính ren bằng và lớn hơn 4 mm, chiều dài thân bằng và lớn hơn 2 lần đường kính ren, nhưng không ngắn hơn 40 mm. Những chi tiết lắp xiết yêu cầu lực thử kéo lớn hơn 50t, được thử theo sự thỏa thuận giữa cơ sở sản xuất và khách hàng.
Bulông, vít hay vít cấy được thử có vặn đai ốc (hay đồ gá khác có lỗ ren thích hợp), thì chỗ đứt phải xảy ra ở thân hay ở ren, không được đứt ở đầu. Chiều cao của đai ốc vặn vào không nhỏ hơn 0,8 đường kính danh nghĩa của ren. Đối với những bulông, vít và vít cấy mà kích thước không cho phép thử kéo đứt thì tiến hành đo độ cứng.
Chú thích:
1. Khi thử kéo đứt bulông, vít, vít cấy theo ren (có vặn đai ốc), giới hạn bền được tính theo mặt cắt có đường kính bằng
![]()
trong đó:
d2 - đường kính trung bình danh nghĩa của ren
d3 - ![]()
trong đó:
d1 - đường kính trong danh nghĩa của ren
H - chiều cao lý thuyết của prôfin ren.
2. Ren bước nhỏ bị phá (hỏng) đứt không coi là phế phẩm khi tải trọng lớn hơn tải trọng đường kính được tính trong công thức:
![]()
trong đó:
σbmin - giá trị nhỏ nhất của độ bền giới hạn theo bảng 1, 3 và 5.
2.19. Độ cứng xác định theo TCVN 256 - 67 hay TCVN 257 - 67 khi đó độ cứng phải ở trong giới hạn được chỉ dẫn trong bảng 1, 2 và 5.
Độ cứng của bulông và vít được đo ở đầu, của vít cấy ở phần trơn, của đai ốc ở mặt mút hay mặt cạnh. Phương pháp đo độ cứng do cơ sở sản xuất chọn.
Chú thích: Độ cứng của bulông và vít sản xuất bằng phương pháp chồn nguội không qua nhiệt luyện, được đo ở mút hay phần trơn của thân.
2.20. Thử kéo mẫu trên máy thử kéo đứt. Mẫu thử được làm từ bulông, vít và vít cấy có đường kính ren bằng và lớn hơn 4 mm, chiều dài không nhỏ hơn 8 lần đường kính ren, nhưng không nhỏ hơn 100 mm (hình 12).
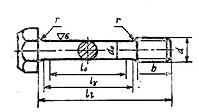
Hình 12
Khi làm mẫu thử từ bulông, vít và vít cấy có đường kính ren lớn hơn 16 mm có cấp bền 8.8, 10.9, 12.9, 14.9 và nhóm 24, 25, 26 cho phép giảm đường kính thân không quá 25 %.
Mẫu thử được tăng tải đến khi phá hỏng, khi đó giới hạn bền, giới hạn chảy (hay giới hạn chảy quy ước) và độ dãn dài tương đối không được thấp hơn chỉ dẫn ở bảng 1, 3 và 5. Những mẫu thử yêu cầu lực kéo lớn hơn 50t, được thử theo sự thỏa thuận giữa cơ sở sản xuất và khách hàng.
Phương pháp xác định giới hạn chảy và độ dãn dài tương đối - theo TCVN 197 - 66.
2.21. Độ dai va đập kiểm tra trên mẫu thử được làm từ bulông, vít và vít cấy có đường kính ren bằng và lớn hơn 16 mm. Độ dai va đập không được thấp hơn chỉ dẫn trong bảng 1 và 3. Những yêu cầu khác về thử độ dai va đập theo TCVN 312 - 69.
Chú thích: Bulông, vít và vít cấy có chiều dài phần không ren của thân nhỏ hơn 55 mm, được thử với đường kính ren bằng và lớn hơn 18 mm.
2.22. Thử bằng tải trọng thí nghiệm tiến hành trên máy thử kéo. Khi đó độ dãn dài dư không được lớn hơn 12 μm. Tiến hành thử đối với bulông, vít và vít cấy có đường kính ren bằng và lớn hơn 4 mm, chiều dài bằng hay lớn hơn 4 lần đường kính ren. Những chi tiết lắp xiết yêu cầu tải trọng thử lớn hơn 50t, được thử theo sự thỏa thuận giữa cơ sở sản xuất và khách hàng.
![]()
trong đó:
σt - ứng suất do tải trọng thử theo bảng 1 và 3.
d2 - đường kính trung bình danh nghĩa của ren.
d3 - ![]()
trong đó:
d1 - đường kính trong danh nghĩa của ren
H - chiều cao lý thuyết của prôfin ren.
Chiều dài phần ren chịu tải của sản phẩm thử, phải bằng 0,5 - 1 đường kính danh nghĩa của ren (hình 13).
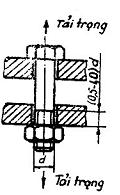
Hình 13
Chiều dài ren của đai ốc hay các đồ gá dùng để truyền lực bằng 0,8 đường kính danh nghĩa của ren. Để xác định độ dãn dài dư, trước và sau khi thử cần đo chiều dài chi tiết bằng dụng cụ đo có những viên bi đo. Sai số của dụng cụ đo không được lớn hơn ± 2 μm. Để đo những mặt mút của bulông, vít hay vít cấy, người ta khoan lỗ tâm có góc 60o. Khi đo cần loại trừ khả năng dãn dài vì nhiệt của sản phẩm. Cho phép dùng những phương pháp khác để đo chiều dài.
Chú thích: Trị số của tải trọng thí nghiệm cho trong mục 1 của phụ lục.
2.23. Thử bền ở chỗ nối tiếp giữa đầu và thân được tiến hành bằng cách dùng búa đập vào đầu bulông hay vít cho đến khi mặt tựa của đầu tiếp xúc với bề mặt của khuôn kiểm tra (hình 14).
Hình 14
Sau khi thử ở chỗ chuyển tiếp giữa đầu và thân không được có vết nứt, rạn. Thử đối với bulông và vít có đường kính ren đến 16 mm. Lỗ ở khuôn thử làm nghiêng một góc 75o với bề mặt khuôn. Kích thước đường kính lỗ khuôn phải theo TCVN 261 - 67: dùng dãy 1 đối với bulông và vít cấp chính xác tinh, dùng dãy 2 đối với bulông và vít cấp chính xác nửa tinh và thô.
Chú thích:
1. Bulông và vít đầu chìm và nửa chìm không phải thử.
2. Bulông và vít có ren đến đầu cho phép có vết nứt rạn ở vòng ren thứ nhất kể từ đầu.
3. Bán kính góc lượn r ở mép lỗ của khuôn theo bảng 12.
2.24. Thử kéo trên vòng đệm nghiêng tiến hành trên máy kéo đứt sau khi thử chỗ đứt không được xảy ra ở phần nối tiếp giữa đầu và thân, trị số giới hạn bền không được thấp hơn những chỉ dẫn trong bảng 1, 3 và 5. Tiến hành thử đối với những bulông và vít có đường kính ren bằng và lớn hơn 4 mm, chiều dài thân bằng và lớn hơn 4 lần đường kính ren, nhưng không nhỏ hơn 40 mm. Các chi tiết yêu cầu được kéo đứt lớn hơn 50t, được thử theo sự thỏa thuận giữa cơ sở sản xuất và khách hàng.
Khi thử, dùng vòng đệm nghiêng đã được tôi, kích thước chỉ dẫn ở bảng 12. Vòng đệm nghiêng được lắp sao cho đầu bulông hay vít tỳ lên mặt nghiêng của vòng đệm (hình 15). Khoảng cách từ chỗ bắt đầu đoạn lùi ren đến đai ốc hay chi tiết kẹp chặt khác để truyền lực không được nhỏ hơn đường kính danh nghĩa của ren. Chiều cao đai ốc hay chi tiết kẹp chặt khác không được nhỏ hơn 0,8 đường kính danh nghĩa của ren.
Hình 15
Chú thích:
1. Bulông và vít đầu chìm và nửa chìm không thử.
2. Bulông và vít có ren đến đầu cho phép rạn nứt ở vòng ren thứ nhất kể từ đầu.
Bảng 12
| Đường kính danh nghĩa của ren bulông hay vít | r, mm | C, mm | (Sai lệch giới hạn ± 30') | |||
| Đối với bulông và vít có ren không đến đầu | Đối với bulông và vít có ren đến đầu | |||||
| Cho cấp bền có độ dãn dài | ||||||
| ≥ 10 % | < 10 % | ≥ 10 % | < 10 % | |||
| ≤ 6 | 0,5 | 0,7 | 10o | 6o | 6o | 4o |
| > 6 - 12 | 0,8 | 0,8 | 10o | 6o | 6o | 4o |
| > 12 - 20 | 1,6 | 1,3 | 10o | 6o | 6o | 4o |
| > 20 - 48 | 3,2 | 1,6 | 6o | 4o | 4o | 4o |
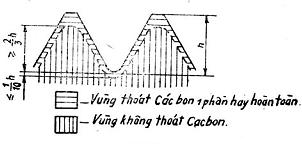
2.25. Đo chiều sâu lớp thoát cacbon tiến hành trên mẫu tế vi. Khi đó trị số chung của lớp thoát cacbon ở đỉnh ren không được lớn hơn 1/3 chiều cao prôfin danh nghĩa của ren (hình 16).
Hình 16
Mẫu thử được cắt ra từ bulông, vít và vít cấy theo hướng dọc trục. Mặt phẳng cắt của mẫu phải qua trục của ren và sai lệch hướng kính không được vượt quá 1/10 đường kính ren danh nghĩa.
Khi đo, lấy giá trị trung bình của 4 lần đo ở đỉnh của prôfin ren và giá trị trung bình của 4 lần ở rãnh ren.
2.26. Phương pháp thử độ bền lâu dài được tiến hành theo sự thỏa thuận giữa cơ sở sản xuất và khách hàng.
2.27. Kiểm tra đai ốc theo tải trọng thí nghiệm trên máy thử kéo đứt. Đai ốc không bị phá hỏng không bị cắt hay tróc ren khi tải trọng đạt mức PF = σF . F
trong đó:
σF - ứng suất do tải trọng thí nghiệm, theo bảng 2, 4 và 6.
F - diện tích mặt cắt ngang của bulông hay trục gá theo đường kính ![]()
trong đó:
d2 - đường kính trung bình danh nghĩa của ren
d3 = ![]()
trong đó:
d1 - đường kính danh nghĩa của ren
H - chiều cao lý thuyết của prôfin.
Đai ốc yêu cầu tải trọng thử lớn hơn 50t được thử theo sự thỏa thuận giữa cơ sở sản xuất và khách hàng.
Khi thử đai ốc được vặn vào bulông đã tôi hay trục gá ren đã tôi có ren theo cấp chính xác 6 g. Độ cứng của bulông hay trục gá ren không nhỏ hơn HRC 45. Sau khi thử, đai ốc vặn được bằng tay nhẹ nhàng.
Chú thích:
1. Nếu khi thử ren của bulông hay trục gá ren bị phá hỏng thì việc thử được coi là không có kết quả.
2. Khi tháo đai ốc ra cho phép dùng chìa vặn nhưng không được vặn quá 1/2 vòng.
3. Tải trọng thử đối với đai ốc trong mục 1 của phụ lục.
2.28. Cơ tính của những sản phẩm mà kích thước không cho phép tiến hành thử cần được bảo đảm bằng vật liệu và quy trình công nghệ chế tạo.
3.1. Bulông đầu sáu cạnh có đường kính ren bằng và lớn hơn 5 mm và vít cấy có đường kính ren bằng và lớn hơn 12 mm cần có dấu của cơ sở sản xuất và nhãn ghi, ghi ký hiệu cấp bền hay ký hiệu quy ước của nhóm theo bảng 1 - 6.
Kích thước của dấu và nhãn do cơ sở sản xuất quy định.
Chú thích: Sản phẩm có cấp bền 3.6, 4.6, 4.8, 5.6, 5.8, 6.6, 6.8 và 6.9 cũng như sản phẩm chế tạo bằng phương pháp tiện được đóng dấu và ghi nhãn theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất.
3.2. Việc đóng dấu và ghi nhãn sản phẩm những nội dung không quy định ở điều 3.1, tùy theo sự thỏa thuận giữa khách hàng và cơ sở sản xuất.
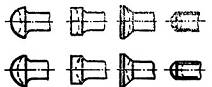
3.3. Dấu của cơ sở sản xuất và ghi nhãn cần đóng ở đầu bulông ở mặt mút của đai ốc và vít cấy (hình 17).
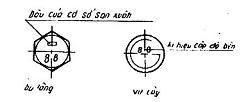
Hình 17
3.4. Nhãn của bulông và vít cấy có thể nổi hoặc chìm.
Khi ghi nhãn nổi cho phép tăng tối đa chiều cao cho phép của bulông:
- Cho chi tiết có đường kính ren đến 8 mm là 0,1 mm;
- Cho chi tiết có đường kính lớn hơn 8 đến 12 mm là 0,2 mm;
- Cho chi tiết có đường kính ren lớn hơn 12 mm là 0,3 mm.
3.5. Nhãn hiệu cần rõ ràng, có thể nhìn bằng mắt thường, không phụ thuộc vào chất lượng gia công bề mặt của sản phẩm.
3.6. Dấu trên sản phẩm có ren trái theo TCVN 212 - 66.
3.7. Bao gói chi tiết lắp xiết theo TCVN 2195 - 77.
3.8. Quy tắc nghiệm thu theo TCVN 2194 - 77.
2 - Mác thép của Liên xô tương ứng với các cấp bền và ký hiệu quy ước của các nhóm vật liệu (đã cho trong các bảng 1 - 6 của tiêu chuẩn)
2.1. Đối với bulông, vít, vít cấy, bằng thép cacbon và thép hợp kim.
Bảng 1
| Tải trọng thí nghiệm đối với bulông có ren bước lớn, kG | |||||||||||||||||||||||
| Đường kính danh nghĩa của ren d, mm | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Bước ren P, mm | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 | 3 | 3,5 | 4 | 4,5 | 5 | |
| Cấp bền và ký hiệu quy ước của nhóm | 3.6 | 23,9 | 38,9 | 63,7 | 94,6 | 127 | 165 | 267 | 378 | 690 | 1090 | 1580 | 2160 | 2950 | 3610 | 4610 | 5700 | 6650 | 8650 | 10500 | 15400 | 21100 | 27700 |
| 4.6 | 28,7 | 46,8 | 76,6 | 116 | 153 | 198 | 321 | 454 | 825 | 1310 | 1900 | 2600 | 3550 | 4340 | 5550 | 6850 | 8000 | 10400 | 12700 | 18500 | 25300 | 33300 | |
| 4.8 | 37 | 60,2 | 98,6 | 146 | 197 | 255 | 413 | 585 | 1060 | 1690 | 2450 | 3350 | 4570 | 5600 | 7150 | 8800 | 10300 | 13400 | 16300 | 23800 | 32600 | 42800 | |
| 5.6 | 35,8 | 58,4 | 95,6 | 142 | 191 | 248 | 404 | 570 | 1030 | 1640 | 2380 | 3240 | 4430 | 5400 | 6900 | 8550 | 9950 | 12900 | 15800 | 23000 | 31600 | 41500 | |
| 5.8 | 46,2 | 75,3 | 123 | 183 | 247 | 320 | 515 | 730 | 1330 | 2110 | 3070 | 4190 | 5700 | 7000 | 8900 | 11000 | 12800 | 16700 | 20400 | 29700 | 40800 | 53600 | |
| 6.6 | 43 | 70,2 | 115 | 170 | 230 | 298 | 481 | 680 | 1240 | 1970 | 2860 | 3900 | 5300 | 6500 | 8300 | 10300 | 12000 | 15600 | 19000 | 27700 | 38000 | 49900 | |
| 6.8 | 55,5 | 90,5 | 148 | 220 | 296 | 384 | 620 | 880 | 1600 | 2530 | 3690 | 5050 | 6850 | 8400 | 10700 | 13200 | 15400 | 20100 | 24500 | 35700 | 48900 | 64300 | |
| 6.9 | 60,3 | 98,3 | 161 | 239 | 322 | 417 | 675 | 955 | 1740 | 2750 | 4000 | 5450 | 7450 | 9100 | 11600 | 14400 | 16800 | 21800 | 26600 | 38800 | 53200 | 69900 | |
| 8.8 | 73,9 | 120 | 197 | 293 | 395 | 510 | 825 | 1170 | 2130 | 3380 | 4910 | 6700 | 9150 | 11200 | 14300 | 17600 | 20500 | 26700 | 32000 | 47500 | 65200 | 85700 | |
| 10.9 | 101 | 164 | 268 | 398 | 535 | 695 | 1120 | 1590 | 2900 | 4590 | 6700 | 9100 | 12400 | 15200 | 19400 | 24000 | 28000 | 36300 | 44400 | 64700 | 88700 | 116500 | |
| 12.9 | 121 | 197 | 322 | 478 | 645 | 835 | 1350 | 1910 | 3480 | 5500 | 8000 | 10900 | 14900 | 18200 | 23300 | 28800 | 33500 | 43600 | 53300 | 77600 | 106500 | 140000 | |
| 14.9 | 141 | 230 | 376 | 560 | 755 | 975 | 1580 | 2230 | 4060 | 6450 | 9350 | 12800 | 17400 | 21300 | 27200 | 33600 | 39200 | 50900 | 52300 | 90700 | 124500 | 163500 | |
| 21 | 22,9 | 37,3 | 61,0 | 90,5 | 122 | 158 | 256 | 360 | 660 | 1040 | 1520 | 2070 | 2830 | 3460 | 4410 | 5450 | 6350 | 8250 | 10100 | 14700 | 20200 | 26500 | |
| 22 | 62,9 | 102 | 168 | 249 | 336 | 435 | 705 | 995 | 1810 | 2870 | 4170 | 5700 | 7750 | 9500 | 12100 | 15000 | 17500 | 22800 | 27800 | 40400 | 55400 | 72900 | |
| 23 | 74,3 | 121 | 198 | 294 | 397 | 515 | 830 | 1180 | 2140 | 3390 | 4930 | 6750 | 9200 | 11200 | 14300 | 17700 | 20600 | 26800 | 32800 | 47800 | 65500 | 86100 | |
| 24 | 62,9 | 102 | 168 | 249 | 336 | 435 | 705 | 995 | 1810 | 2870 | 4170 | 5700 | 7750 | 9500 | 12100 | 15000 | 17500 | 22800 | 27800 | 40400 | 55400 | 72900 | |
| 25 | 85,7 | 140 | 229 | 339 | 458 | 595 | 960 | 1360 | 2470 | 3910 | 5700 | 7750 | 10600 | 13000 | 16500 | 20400 | 23800 | 34000 | 37900 | 55100 | 75600 | 99400 | |
| 26 | 97,2 | 158 | 259 | 385 | 520 | 670 | 1090 | 1540 | 2800 | 4440 | 6450 | 8800 | 12000 | 14700 | 18700 | 23200 | 27000 | 35100 | 42900 | 62500 | 85700 | 112500 | |
Tải trọng thí nghiệm đối với bulông có ren bước nhỏ, kG
Bảng 2
| Đường kính danh nghĩa của ren d, mm | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Bước ren P, mm | 0,5 | 0,5 | 0,75 | 1 | 1,21 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2 | 2 | 2 | 3 | 3 | 3 | |
| Cấp bền và ký hiệu quy ước của nhóm | 3.6 | 184 | 303 | 414 | 735 | 1150 | 1730 | 2350 | 3140 | 4060 | 5100 | 6250 | 7200 | 9300 | 11700 | 16300 | 22700 | 30200 |
| 4.6 | 221 | 364 | 497 | 885 | 1380 | 2080 | 2820 | 3770 | 4880 | 6150 | 7550 | 8700 | 11200 | 14000 | 19500 | 27200 | 36300 | |
| 4.8 | 285 | 468 | 640 | 1140 | 1780 | 2680 | 3640 | 4860 | 6300 | 7900 | 9700 | 11200 | 14400 | 18100 | 25200 | 35000 | 46700 | |
| 5.6 | 276 | 454 | 620 | 1100 | 1730 | 2600 | 3520 | 4710 | 6100 | 7650 | 9400 | 10800 | 14000 | 17500 | 24400 | 34000 | 45300 | |
| 5.8 | 357 | 585 | 810 | 1430 | 2230 | 3350 | 4550 | 6100 | 7850 | 9900 | 12100 | 14000 | 18000 | 22600 | 31500 | 43900 | 58400 | |
| 6.6 | 332 | 550 | 745 | 1330 | 2070 | 3120 | 4240 | 5650 | 7300 | 9200 | 11300 | 13000 | 16800 | 21000 | 29300 | 40800 | 51400 | |
| 6.8 | 428 | 705 | 960 | 1710 | 2670 | 4020 | 5450 | 7300 | 9450 | 11900 | 14500 | 16800 | 21700 | 27100 | 37800 | 52700 | 70100 | |
| 6.9 | 465 | 765 | 1040 | 1860 | 2910 | 4370 | 5950 | 7950 | 10300 | 12900 | 15800 | 18200 | 23600 | 29500 | 41100 | 57200 | 76200 | |
| 8.8 | 570 | 935 | 1280 | 2280 | 3560 | 5350 | 7250 | 9700 | 12600 | 15800 | 19400 | 22300 | 28900 | 36100 | 50300 | 70100 | 93400 | |
| 10.9 | 775 | 1270 | 1740 | 3100 | 4850 | 7300 | 9900 | 13200 | 17100 | 21500 | 26400 | 30400 | 39300 | 49200 | 68500 | 95400 | 127000 | |
| 12.9 | 930 | 1530 | 2090 | 3720 | 5800 | 8750 | 11900 | 15900 | 20500 | 25800 | 31600 | 36500 | 47100 | 59000 | 82200 | 114500 | 152500 | |
| 14.9 | 1090 | 1790 | 2440 | 4350 | 6800 | 10200 | 13900 | 18500 | 24000 | 30200 | 37000 | 42600 | 55100 | 68900 | 96000 | 134000 | 178000 | |
| 21 | 176 | 290 | 396 | 705 | 1100 | 1660 | 2250 | 3010 | 38900 | 4900 | 6000 | 6900 | 8950 | 11200 | 15600 | 21700 | 28900 | |
| 22 | 485 | 795 | 1090 | 1940 | 3030 | 4560 | 6200 | 8350 | 10700 | 13500 | 16500 | 19000 | 24500 | 30700 | 42800 | 59600 | 79400 | |
| 23 | 575 | 940 | 1290 | 2290 | 3580 | 5400 | 7300 | 9760 | 12600 | 15900 | 19500 | 22500 | 29000 | 36300 | 50600 | 70500 | 93900 | |
| 24 | 485 | 795 | 1090 | 1940 | 3030 | 4560 | 6200 | 8250 | 10700 | 13500 | 16500 | 19000 | 24500 | 30700 | 42800 | 59600 | 79400 | |
| 25 | 660 | 1090 | 1480 | 2650 | 4130 | 6200 | 8450 | 11300 | 14600 | 18400 | 22500 | 25900 | 33500 | 41900 | 58400 | 81300 | 108500 | |
| 26 | 750 | 1230 | 1680 | 3000 | 4680 | 7050 | 9550 | 12800 | 16500 | 20800 | 25500 | 29400 | 37900 | 47500 | 66200 | 92200 | 123000 | |
Bảng 3
| Tải trọng thử đối với đai ốc có ren bước lớn, kG | |||||||||||||||||||||||
| Đường kính danh nghĩa của ren d, mm | 1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Bước ren P, mm | 0,35 | 0,4 | 0,45 | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 | 3 | 3,5 | 4 | 4,5 | 5 | |
| Cấp bền và ký hiệu quy ước của nhóm | 4 | 50,8 | 83 | 136 | 200 | 270 | 350 | 570 | 805 | 1460 | 2320 | 3370 | 4600 | 6300 | 7700 | 9800 | 12100 | 14100 | 18400 | 22400 | 32700 | 44800 | 58000 |
| 5 | 63,5 | 103 | 170 | 250 | 340 | 440 | 710 | 1000 | 1830 | 2900 | 4210 | 5750 | 7850 | 9600 | 12200 | 15100 | 17600 | 23000 | 28100 | 40800 | 56000 | 73600 | |
| 6 | 76,2 | 124 | 103 | 302 | 407 | 525 | 850 | 1210 | 2200 | 3480 | 5210 | 6900 | 9400 | 11500 | 14700 | 18200 | 21200 | 27500 | 33700 | 49000 | 67200 | 88300 | |
| 8 | 102 | 166 | 270 | 402 | 540 | 760 | 1140 | 1610 | 2930 | 4640 | 6750 | 9200 | 12600 | 15400 | 19600 | 24200 | 28200 | 36700 | 44900 | 65400 | 89600 | 118000 | |
| 10 | 127 | 207 | 340 | 500 | 680 | 880 | 1420 | 2000 | 3670 | 5800 | 8400 | 11500 | 15100 | 19200 | 24500 | 30300 | 36300 | 45900 | 56100 | 81700 | 112000 | 147000 | |
| 12 | 152 | 248 | 407 | 605 | 810 | 1050 | 1700 | 2410 | 4400 | 6950 | 10100 | 13800 | 18800 | 23000 | 29400 | 36400 | 42400 | 55100 | 67300 | 98000 | 134500 | 176500 | |
| 14 | 178 | 290 | 475 | 705 | 950 | 1230 | 1990 | 2810 | 5100 | 8100 | 11800 | 16100 | 22000 | 26900 | 34300 | 42400 | 49400 | 64300 | 78500 | 1145 | 156500 | 206000 | |
| 21 | 66 | 108 | 176 | 262 | 353 | 457 | 740 | 1050 | 1900 | 3020 | 4380 | 6000 | 8150 | 10000 | 12700 | 15100 | 18400 | 23900 | 29200 | 42500 | 58200 | 76500 | |
| 23 | 89 | 145 | 237 | 352 | 475 | 615 | 990 | 1410 | 2560 | 4060 | 5900 | 8050 | 11000 | 13100 | 17100 | 21200 | 24700 | 32100 | 39300 | 57200 | 78400 | 103000 | |
| 25 | 114 | 186 | 305 | 453 | 610 | 790 | 1280 | 1810 | 3290 | 5200 | 7600 | 10400 | 14100 | 17300 | 22000 | 27300 | 31800 | 41800 | 50500 | 73500 | 101000 | 132500 | |
| 26 | 140 | 228 | 373 | 555 | 745 | 965 | 1560 | 2210 | 4030 | 6400 | 9250 | 12700 | 17300 | 21100 | 26900 | 33300 | 38800 | 50500 | 61700 |
| 123000 | 162000 | |
| 31 | 34,3 | 55,9 | 92 | 136 | 183 | 237 | 383 | 540 | 990 | 1570 | 2280 | 3100 | 4240 | 5200 | 6600 | 8200 | 9550 | 12400 | 15100 | 22100 | 30200 | 39700 | |
| 32 | 40,6 | 66,2 | 108 | 161 | 217 | 281 | 454 | 615 | 1170 | 1860 | 2700 | 3680 | 5000 | 6150 | 7850 | 9700 | 11300 | 14700 | 17900 | 26100 | 35800 | 47100 | |
| 33 | |||||||||||||||||||||||
| 34 | 63,5 | 103 | 170 | 250 | 340 | 440 | 710 | 1000 | 1830 | 2900 | 4210 | 5750 | 7850 | 9600 | 12200 | 15100 | 17600 | 23000 | 28100 | 40800 | 56000 | 73600 | |
| 35 | 48,3 | 78,7 | 129 | 191 | 258 | 334 | 540 | 765 | 1390 | 2200 | 3200 | 4370 | 5960 | 7300 | 9300 | 11500 | 13400 | 17400 | 21300 | 31000 | 42600 | 55900 | |
Bảng 4
| Tải trọng thử đối với đai ốc có ren bước nhỏ, kG | ||||||||||||||||||
| Đường kính danh nghĩa của ren d, mm | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Bước ren P, mm | 0,5 | 0,5 | 0,75 | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 2 | 2 | 2 | 3 | 3 | 3 | |
| Cấp bền và ký hiệu quy ước của nhóm | 4 | 392 | 645 | 880 | 1570 | 2450 | 3680 | 5000 | 6700 | 8650 | 10900 | 13300 | 15400 | 19800 | 24800 | 34600 | 48200 | 64260 |
| 5 | 490 | 805 | 1100 | 1960 | 3060 | 4600 | 6250 | 8350 | 10800 | 13600 | 16600 | 19200 | 24800 | 31000 | 43200 | 60200 | 80200 | |
| 6 | 590 | 965 | 1320 | 2350 | 3670 | 5550 | 7500 | 10000 | 13000 | 16300 | 20000 | 23000 | 29800 | 37300 | 51900 | 72300 | 96300 | |
| 8 | 785 | 1290 | 1760 | 3140 | 4900 | 7350 | 10000 | 13400 | 17300 | 21800 | 26600 | 30700 | 39700 | 49700 | 69200 | 96400 | 12800 | |
| 10 | 980 | 1610 | 2200 | 3920 | 6100 | 9200 | 12500 | 16700 | 21600 | 17200 | 33300 | 38400 | 49600 | 62100 | 86500 | 120500 | 160500 | |
| 12 | 1180 | 1930 | 2640 | 4700 | 7350 | 11000 | 15000 | 20000 | 25900 | 32600 | 40000 | 46000 | 59500 | 74500 | 104000 | 144500 | 192500 | |
| 14 | 1370 | 2250 | 3080 | 5500 | 8550 | 12900 | 17500 | 23400 | 30200 | 38000 | 46600 | 53800 | 69400 | 86900 | 121000 | 168500 | 225000 | |
| 21 | 510 | 835 | 1140 | 2040 | 3180 | 4790 | 6500 | 8700 | 11200 | 14100 | 17300 | 20000 | 25800 | 32300 | 45000 | 62700 | 83500 | |
| 23 | 685 | 1130 | 1540 | 2740 | 4280 | 6150 | 8750 | 11700 | 15100 | 19000 | 23300 | 26900 | 34700 | 43500 | 60500 | 84300 | 112500 | |
| 25 | 880 | 1450 | 1980 | 3530 | 5500 | 8300 | 11200 | 15000 | 19400 | 24500 | 30000 | 34600 | 44600 | 55900 | 77800 | 108500 | 144500 | |
| 26 | 1080 | 1770 | 2420 | 4310 | 6750 | 10100 | 13700 | 18400 | 23800 | 29900 | 36600 | 42200 | 54600 | 68300 | 95100 | 132500 | 176500 | |
| 31 | 265 | 435 | 595 | 1060 | 1650 | 2490 | 3370 | 4510 | 5850 | 7350 | 9000 | 10400 | 13400 | 16800 | 23300 | 32500 | 43300 | |
| 32 | 314 | 515 | 705 | 1250 | 1960 | 2950 | 4000 | 5350 | 6900 | 8700 | 10700 | 12300 | 15900 | 19900 | 27700 | 38600 | 51400 | |
| 33 | ||||||||||||||||||
| 34 | 490 | 805 | 1100 | 1960 | 3060 | 4600 | 6250 | 8350 | 10800 | 13600 | 16600 | 19200 | 24800 | 31000 | 43200 | 60200 | 80200 | |
| 35 | 372 | 610 | 835 | 1490 | 2330 | 3500 | 4750 | 6350 | 8200 | 10300 | 12600 | 14600 | 18800 | 23600 | 32900 | 45800 | 61000 | |
Bảng 5
| Cấp bền | Mác thép |
| 3.6 | CT3 KΠ3, CT3 CΠ3 |
| 4.6 | 20 |
| 4.8 | 10, 10 KΠ |
| 5.6 | 30, 35 |
| 5.8 | 10, 10 KΠ |
| 6.6 | 35, 45 |
| 6.8 | 20, 20 KΠ |
| 8.8 | 35 **, 35 X, 38 XA |
| 10.9 | 40 Γ2, 40X, 30XΓCA |
| 12.9 | 35XΓCA |
| 14.9 | 40 XHMA |
Bảng 6
| Cấp bền | Mác thép* |
| 4 | CT3 KΠ3, CT3 CΠ3 |
| 5 | 10, 10 KΠ |
| 6 | 10, 10 KΠ |
| 8 | 20, 20 KΠ |
| 10 | 35 X, 38 XA |
| 12 | 40X, 30XΓCA |
| 14 | 35XΓCA, 40 XHMA |
Bảng 7
| Ký hiệu quy ước của nhóm | Mác thép* |
| 21 | X18H10T, X18H9T |
| 22 | 2X13 |
| 23 | 1X17H2 |
| 24 | X12H22T3MP |
| 25 | 1X12H2BMΦ |
| 26 | X16H6* |
Bảng 8
| Ký hiệu quy ước của nhóm | Mác thép* |
| 21 | X18H10T, X18H9T |
| 22 | 2X13 |
| 23 | 1X17H2 |
| 25 | X12H22T3MP, 1X12H2BMΦ |
| 26 | X16H6* |
Bảng 9
| Ký hiệu quy ước của nhóm | Mác vật liệu hay hợp kim* |
| 31 | AMΓ 5 - Π |
| 32 | Đồng thau Лc 59 - 1 |
| 33 | Đồng thau Лc 59 - 1 |
| 34 | Đồng thanh Бp, AMK 9 - 2 |
| 35 | Д1Π, Д16Π |
* Tạm thời dùng theo tiêu chuẩn hiện hành của Liên Xô (ΓOCT) hay những tiêu chuẩn của các nước khác cho đến khi ban hành tiêu chuẩn nhà nước về vật liệu.
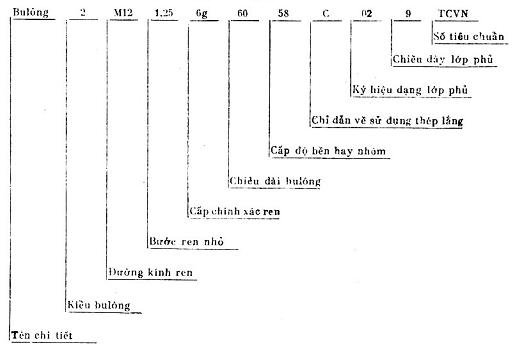
3. Ký hiệu quy ước của bulông, vít, vít cấy và đai ốc
3.1. Bulông, vít, vít cấy làm bằng thép cacbon có cấp bền 3.6 - 6.9, đai ốc làm bằng thép cacbon có cấp bền 4.8 và các sản phẩm làm bằng hợp kim màu nên ký hiệu theo sơ đồ sau:
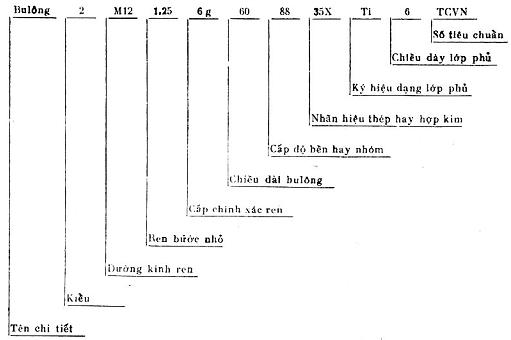
Bulông 2M12 X 1.25.6 g X 60.58.C.029 TCVN …
Chú thích: Khi ký hiệu chi tiết làm bằng thép tự động thì sau ký hiệu cấp bền có thêm chữ A.
3.2. Bulông, vít và vít cấy có cấp bền 8 . 8 . 10 . 9 và đai ốc có cấp bền 10, 12, 14, các sản phẩm làm bằng thép chịu ăn mòn, chịu nhiệt, bền nhiệt và ổn định nhiệt cũng như các sản phẩm có vật liệu hay lớp phủ không quy định trong tiêu chuẩn này, nên ký hiệu theo sơ đồ sau:
Bulông 2M12 X 1,25. 6g X 60.88.35X.Ti6 TCVN …
3.3. Cấp chính xác ren 8 g, ren bước lớn, kiểu 1, dạng lớp phủ 00 (không lớp phủ) trong ký hiệu không ghi.
3.4. Chiều dày của lớp phủ nhiều lớp trong ký hiệu ghi tổng chiều dày của các lớp thành phần.
Ví dụ: lớp phủ Cu 3Ni3 Cr 1 ký hiệu 047.
4. Sai lệch của các kích thước d1, H1, H, l2, l1, l,…
Bảng 10
| Khoảng kích thước danh nghĩa mm | Cấp chính xác | |||||||
| ĐX8 | ĐX9 | ĐX10 | ĐX11 | |||||
| Sai lệch giới hạn mm | ||||||||
| Trên | Dưới | Trên | Dưới | Trên | Dưới | Trên | Dưới | |
| Từ 1 đến 3 | + 120 | - 120 | + 200 | - 200 | + 300 | - 300 | - | - |
| Lớn hơn 3 đến 6 | + 150 | - 150 | + 200 | - 200 | + 400 | - 400 | + 600 | - 600 |
| Lớn hơn 6 đến 10 | + 200 | - 200 | + 300 | - 300 | + 500 | - 500 | + 700 | - 700 |
| Lớn hơn 10 đến 18 | + 200 | - 200 | + 300 | - 300 | + 500 | - 500 | + 900 | - 900 |
| Lớn hơn 18 đến 30 | + 300 | - 300 | + 400 | - 400 | + 600 | - 600 | + 1000 | - 1000 |
| Lớn hơn 30 đến 50 | + 500 | - 500 | + 800 | - 800 | + 1200 | - 1200 | ||
| Lớn hơn 50 đến 80 | + 400 | - 400 | + 600 | - 600 | + 1000 | - 1000 | + 1500 | - 1500 |
| Lớn hơn 80 đến 120 | + 700 | - 700 | + 1100 | - 1100 | + 1700 | - 1700 | ||
| Lớn hơn 120 đến 180 | + 500 | - 500 | + 800 | - 800 | + 1200 | - 1200 | + 2000 | - 2000 |
| Lớn hơn 180 đến 260 | + 600 | - 600 | + 1000 | - 1000 | + 1500 | - 1500 | + 2300 | - 2300 |
| Lớn hơn 260 đến 360 | + 700 | - 700 | + 1100 | - 1100 | + 1700 | - 1700 | + 2700 | - 2700 |
| Lớn hơn 360 đến 500 | + 800 | - 800 | + 1200 | - 1200 | + 2000 | - 2000 | + 3000 | - 3000 |