
TIÊU CHUẨN QUỐC GIA
TCVN 11259-1:2015
ISO 6262-1:2013
DAO PHAY MẶT ĐẦU LẮP CÁC MẢNH CẮT THAY THẾ - PHẦN 1: DAO PHAY MẶT ĐẦU CÓ THÂN HÌNH TRỤ VÁT
End mills with indexable inserts -Part 1: End mills with flatted cylindrical shank
TCVN 11259-1:2015 hoàn toàn tương đương ISO 6262-1:2013.
TCVN 11259-1:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 29, Dụng cụ cầm tay biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 11259 (ISO 6262), Dao phay mặt đầu lắp các mảnh cắt thay thế bao gồm các phần sau:
- Phần 1: Dao phay mặt đầu có thân hình trụ vát
- Phần 2: Dao phay mặt đầu có thân dạng côn Morse
DAO PHAY MẶT ĐẦU LẮP CÁC MẢNH CẮT THAY THẾ - PHẦN 1: DAO PHAY MẶT ĐẦU CÓ THÂN HÌNH TRỤ VÁT
End mills with indexable inserts -Part 1: End mills with flatted cylindrical shank
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các kích thước của dao phay mặt đầu lắp các mảnh cắt thay thế và có thân dao hình trụ vát phù hợp với ISO 3338-2.
Hình dạng và kích thước của các mảnh cắt do nhà sản xuất quyết định.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 3338-2, Cylindrical shank for milling cutter - Part 2: Dimensional characteristics of flatted cylindrical shanks (Thân dao hình trụ dùng cho dao phay - Phần 2: Các đặc tính kích thước của các thân dao hình trụ vát).
3.Kích thước
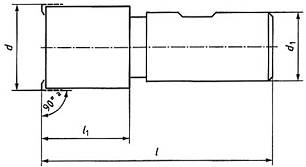
* Giá trị 90° phải là giá trị danh nghĩa của góc lưỡi cắt của mảnh cắt. Góc hiệu dụng thu được trên chi tiết gia công phụ thuộc vào các thông số hình học và kích thước của dao phay cùng với chiều sâu cắt.
Hình 1 - Kích thước
Bảng 1 - Kích thước
Kích thước tính bằng milimet
| d js14 | d1a h6 | l1 max | l |
| 16 | 16 | 25 | 75 |
| 20 | 20 | 30 | 82 |
| 25 | 25 | 38 | 96 |
| 32 | 32 | 38 | 100 |
| 40 | 32 | 48 | 110 |
| 50 | 32 | 48 | 110 |
| a Các kích thước và hình dạng của thân dao phải phù hợp với ISO 3338-2. | |||
PHỤ LỤC A
(Tham khảo)
QUAN HỆ GIỮA CÁC KÝ HIỆU TRONG TIÊU CHUẨN NÀY VÀ LOẠT TIÊU CHUẨN ISO 13399
Về mối quan hệ giữa các ký hiệu trong tiêu chuẩn này và các ký hiệu thường dùng theo ISO 13399 (tất cả các phần), xem Bảng A.1.
Bảng A.1. Quan hệ giữa các ký hiệu trong tiêu chuẩn này và loạt tiêu chuẩn ISO 13399
| Ký hiệu trong tiêu chuẩn này | Viện dẫn trong ISO 6262-1 (Tiêu chuẩn này) | Tên của đặc tính trong loạt tiêu chuẩn ISO 13399 | Ký hiệu trong tiêu chuẩn ISO13399 | Viện dẫn trong loạt tiêu chuẩn ISO 13399 |
| d | Hình 1 và Bảng 1 | Đường kính cắt | DC | ISO/TS13399-3 71D084653E57F |
| d1 | Hình 1 và Bảng 1 | Đường kính lắp nối | DCON | ISO/TS13399-3 71EBDBF5060E6 |
| l1 | Hình 1 và Bảng 1 | Chiều dài đầu dao | LH | ISO/TS13399-3 71D07574A61E8 |
| l | Hình 1 và Bảng 1 | Chiều dài toàn bộ | OAL | ISO/TS13399-3 71D078EB7C086 |
| 90° | Hình 1 | Góc lưỡi cắt của dao | KAPR | ISO/TS13399-3 71D078F683C9B |
THƯ MỤC TÀI LIỆU THAM KHẢO
[6] ISO 13399 (all parts), Cutting tools data representation and exchange (Trình bày và trao đổi các dữ liệu của dao cắt).