
TIÊU CHUẨN QUỐC GIA
TCVN 11266:2015
ISO 22037:2007
DAO PHAY NGÓN NGUYÊN KHỐI CÓ GÓC LƯỢN TRÒN VÀ THÂN DAO HÌNH TRỤ ĐƯỢC CHẾ TẠO BẰNG VẬT LIỆU CẮT CỨNG - KÍCH THƯỚC
Solid end mills with corner radii and cylindrical shanks made of hard cutting materials - Dimensions
Lời nói đầu
TCVN 11266:2015 hoàn toàn tương đương ISO 22037:2007.
TCVN 11266:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 29, Dụng cụ cầm tay biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
DAO PHAY NGÓN NGUYÊN KHỐI CÓ GÓC LƯỢN TRÒN VÀ THÂN DAO HÌNH TRỤ ĐƯỢC CHẾ TẠO BẰNG VẬT LIỆU CẮT CỨNG - KÍCH THƯỚC
Solid end mills with corner radii and cylindrical shanks made of hard cutting materials - Dimensions
1. Phạm vi áp dụng
Tiêu chuẩn này quy định kiểu và kích thước của các dao phay ngón nguyên khối có góc lượn tròn và thân dao hình trụ được chế tạo bằng các vật liệu cứng phù hợp với TCVN 11260 (ISO 513).
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 286-2, ISO System for limits and fits - Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts (Hệ thống dung sai và lắp ghép ISO - Phần 2: Các bảng cấp dung sai tiêu chuẩn và các sai lệch giới hạn cho lỗ và trục);
TCVN 11260 (ISO 513), Phân loại và ứng dụng các vật liệu cắt cứng để cắt kim loại có phoi với các lưỡi cắt xác định - Ký hiệu các nhóm chính và các nhóm ứng dụng.
3. Các kiểu dao phay ngón có góc lượn tròn
Các dao phay ngón có góc lượn tròn được phân thành hai kiểu:
- Kiểu 1: Dao phay ngón thân ngắn có góc lượn tròn theo Hình 1 và Bảng 1.
- Kiểu 1: Dao phay ngón thân dài có góc lượn tròn theo Hình 2 và Bảng 2.
CHÚ THÍCH: Cả hai kiểu dao phay ngón có góc lượn tròn có thể được thiết kế có hoặc không có rãnh tròn. Kích thước của rãnh vai hoặc cổ dao (đường kính rãnh vai) d3 được chỉ dẫn trên các Hình 1 và 2.
4. Kích thước
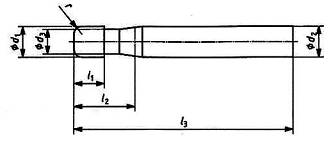
Hình 1 - Kiểu 1 - Dao phay ngón thân ngắn có góc lượn tròn
Bảng 1 - Kiểu 1 - Dao phay ngón thân ngắn có góc lượn tròn
Kích thước tính bằng milimet
| Đường kính cắt gọt d1 | Bán kính rd | Chiều dài cắt gọt I1 min | Chiều dài sử dụng được I2a min | Đường kính rãnh vai d3d | Chiều dài toàn bộ l3
| Đường kính thân d2c h6 |
| 0,5 | Cột để trống | 0,5 | 1,0 | Cột để trống | 38,0 | 3,0 |
| 0,6 | 0,6 | 1,2 | ||||
| 0,8 | 0,8 | 1,6 | ||||
| 1,0 | 1,0 | 2,0 | 43,0 | 4,0 | ||
| 1,2 | 1,2 | 2,4 | ||||
| 1,4 | 1,4 | 2,8 | ||||
| 1,5 | 1,5 | 3,0 | ||||
| 1,6 | 1,6 | 3,2 | ||||
| 1,8 | 1,8 | 3,6 | ||||
| 2,0 | 2,0 | 4,0 | 57,0 | 6,0 | ||
| 2,5 | 2,5 | 5,0 | ||||
| 3,0 | 3,0 | 6,0 | ||||
| 3,5 | 3,5 | 7,0 | ||||
| 4,0 | 4,0 | 8,0 | ||||
| 4,5 | 4,5 | 9,0 | ||||
| 5,0 | 5,0 | 10,0 | ||||
| 5,5 | 5,5 | 11,0 | ||||
| 6,0 | 6,0 | 12,0 | ||||
| 7,0 | 7,0 | 14,0 | 63,0 | 8,0 | ||
| 8,0 | 8,0 | 16,0 | ||||
| 9,0 | 9,0 | 18,0 | 72,0 | 10,0 | ||
| 10,0 | 10,0 | 20,0 | ||||
| 11,0 | 11,0 | 22,0 | 83,0 | 12,0 | ||
| 12,0 | 12,0 | 24,0 | ||||
| 13,0 | 13,0 | 26,0 | 14,0 | |||
| 14,0 | 14,0 | 28,0 | ||||
| 16,0 | 16,0 | 32,0 | 92,0 | 16,0 | ||
| 18,0 | 18,0 | 36,0 | 18,0 | |||
| 20,0 | 20,0 | 40,0 | 104,0 | 20,0 | ||
| a I2 được tính bằng chiều dài được kéo dài song song với đường tâm từ đỉnh của dao phay ngón tới chỗ giao nhau của đường kính cắt d1 với phần côn của rãnh vai. b Kích thước do nhà sản xuất quy định. c Dung sai của d2 phù hợp với ISO 286-2. d Xem Bảng 3. | ||||||
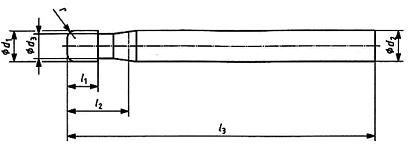
Hình 2 - Kiểu 2 - Dao phay ngón thân dài có góc lượn tròn
Bảng 2 - Kiểu 2 - Dao phay ngón thân dài có góc lượn tròn
Kích thước tính bằng milimet
| Đường kính cắt gọt d1 | Bán kính rd | Chiều dài cắt gọt I1 min | Chiều dài sử dụng được I2a min | Đường kính rãnh vai d3d | Chiều dài toàn bộ l3
| Đường kính thân d2c h6 |
| 0,5 | Cột để trống | 0,5 | 1,0 | Cột để trống | 50,0 | 3,0 |
| 0,6 | 0,6 | 1,2 | ||||
| 0,8 | 0,8 | 1,6 | ||||
| 1,0 | 1,0 | 2,0 | 60,0 | 4,0 | ||
| 1,2 | 1,2 | 2,4 | ||||
| 1,4 | 1,4 | 2,8 | ||||
| 1,5 | 1,5 | 3,0 | ||||
| 1,6 | 1,6 | 3,2 | ||||
| 1,8 | 1,8 | 3,6 | ||||
| 2,0 | 2,0 | 4,0 | 80,0 | 6,0 | ||
| 2,5 | 2,5 | 5,0 | ||||
| 3,0 | 3,0 | 6,0 | ||||
| 3,5 | 3,5 | 7,0 | ||||
| 4,0 | 4,0 | 8,0 | ||||
| 4,5 | 4,5 | 9,0 | ||||
| 5,0 | 5,0 | 10,0 | ||||
| 5,5 | 5,5 | 11,0 | ||||
| 6,0 | 6,0 | 12,0 | ||||
| 6,0 | 6,0 | 12,0 | 100,0 | 8,0 | ||
| 7,0 | 7,0 | 14,0 | ||||
| 8,0 | 8,0 | 16,0 | ||||
| 8,0 | 8,0 | 16,0 | 10,0 | |||
| 9,0 | 9,0 | 18,0 | ||||
| 10,0 | 10,0 | 20,0 | ||||
| 10,0 | 10,0 | 20,0 | 120,0 | 12,0 | ||
| 11,0 | 11,0 | 22,0 | ||||
| 12,0 | 12,0 | 24,0 | ||||
| 13,0 | 13,0 | 26,0 | 14,0 | |||
| 14,0 | 14,0 | 28,0 | ||||
| 13,0 | 13,0 | 26,0 | 140,0 | 16,0 | ||
| 14,0 | 14,0 | 28,0 | ||||
| 16,0 | 16,0 | 32,0 | ||||
| 18,0 | 18,0 | 36,0 | 160,0 | 18,0 | ||
| 18,0 | 18,0 | 36,0 | 20,0 | |||
| 20,0 | 20,0 | 40,0 | ||||
| a I2 được tính bằng chiều dài được kéo dài song song với đường tâm từ đỉnh của dao phay ngón tới chỗ giao nhau của đường kính cắt d1 với phần côn của rãnh vai. b Kích thước do nhà sản xuất quy định. c Dung sai của d2 phù hợp với ISO 286-2. d Xem Bảng 3. | ||||||
Bảng 3 - Bán kính cho các dao ngón, thân ngắn và dài
Kích thước tính bằng milimet
| Đường kính | Bán kính r ± 0,010 | ||||||||||
| 0,1 | 0,2 | 0,3 | 0,5 | 1 | 1,5 | 2 | 3 | 4 | 5 | 6 | |
| 0,5 | + |
|
|
|
|
|
|
|
|
|
|
| 0,6 | + | + |
|
|
|
|
|
|
|
|
|
| 0,8 | + | + |
|
|
|
|
|
|
|
|
|
| 1,0 | + | + | + |
|
|
|
|
|
|
|
|
| 1,2 | + | + | + |
|
|
|
|
|
|
|
|
| 1,4 | + | + | + | + |
|
|
|
|
|
|
|
| 1,5 | + | + | + | + |
|
|
|
|
|
|
|
| 1,6 | + | + | + | + |
|
|
|
|
|
|
|
| 1,8 | + | + | + | + |
|
|
|
|
|
|
|
| 2,0 | + | + | + | + |
|
|
|
|
|
|
|
| 2,5 |
| + | + | + |
|
|
|
|
|
|
|
| 3,0 |
| + | + | + | + |
|
|
|
|
|
|
| 3,5 |
| + | + | + | + |
|
|
|
|
|
|
| 4,0 |
| + | + | + | + |
|
|
|
|
|
|
| 4,5 |
|
| + | + | + |
|
|
|
|
|
|
| 5,0 |
|
| + | + | + |
|
|
|
|
|
|
| 5,5 |
|
| + | + | + | + |
|
|
|
|
|
| 6,0 |
|
| + | + | + | + |
|
|
|
|
|
| 7,0 |
|
|
| + | + | + | + |
|
|
|
|
| 8,0 |
|
|
| + | + | + | + |
|
|
|
|
| 9,0 |
|
|
| + | + | + | + |
|
|
|
|
| 10,0 |
|
|
| + | + | + | + |
|
|
|
|
| 11,0 |
|
|
|
| + | + | + | + |
|
|
|
| 12,0 |
|
|
|
| + | + | + | + | + |
|
|
| 13,0 |
|
|
|
| + | + | + | + | + |
|
|
| 14,0 |
|
|
|
| + | + | + | + | + |
|
|
| 16,0 |
|
|
|
| + | + | + | + | + | + | + |
| 18,0 |
|
|
|
| + | + | + | + | + | + | + |
| 20,0 |
|
|
|
| + | + | + | + | + | + | + |
CHÚ DẪN
| + | Ưu tiên thứ nhất: Các bán kính được cho trong tiêu chuẩn này. |
|
| Ô không được bôi đen, ưu tiên thứ hai: các bán kính không được cho trong tiêu chuẩn này. |
|
| Ô được bôi đen: các bán kính không được khuyến nghị, sử dụng. |