
TIÊU CHUẨN QUỐC GIA
TCVN 2851 : 1979
MÁY ÉP TRỤC KHUỶU DẬP NÓNG – KÍCH THƯỚC, VỊ TRÍ CÁC RÃNH VÀ LỖ KẸP KHUÔN
Crank hot stamping presses – Dimensions and location of slots and holes for fastening of dies
Lời nói đầu
TCVN 2851 : 1979 do Viện máy công cụ và dụng cụ - Bộ cơ khí và luyện kim biên soạn, Cục Tiêu chuẩn trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ khoa học và Công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MÁY ÉP TRỤC KHUỶU DẬP NÓNG – KÍCH THƯỚC, VỊ TRÍ CÁC RÃNH VÀ LỖ KẸP KHUÔN
Crank hot stamping presses – Dimensions and location of slots and holes for fastening of dies
1. Tiêu chuẩn này áp dụng cho máy ép trục khuỷu dập nóng và quy định các kích thước, vị trí của rãnh, lỗ kẹp khuôn ở trên bàn máy, trên đầu trượt và trên đế khuôn.
2. Kích thước cơ bản của rãnh chữ T để kẹp khuôn ở bàn máy và đầu trượt phải theo chỉ dẫn trên Hình 1 và trong Bảng 1.
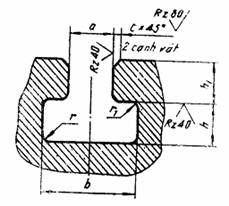
Hình 1
Bảng 1
Kích thước tính bằng milimet
|
| a (Sai lệch giới hạn theo H14) | b | h | h1 | c | r | r1 | |||||
| Danh nghĩa | Sai lệch giới hạn | Danh nghĩa | Sai lệch giới hạn | Nhỏ nhất | Lớn nhất | |||||||
| 6300 | 28 | 46 | + 3 | 20 | + 2 | 20 | 36 | 1,6 | 4 | 1,0 | ||
| 10000 | 36 | 56 | 25 | + 3 | 28 | 45 | 2,5 | 6 | 1,6 | |||
| 16000 | 42 | 68 | 32 | 32 | 55 | 2,0 | ||||||
| 25000 | 48 | 80 | 34 | 36 | 60 | |||||||
| 40000; 63000 | 54 | 90 | 38 | 42 | 70 | |||||||
3. Kích thước cơ bản của lỗ lắp bu lông vào rãnh chữ T ở bàn máy và con trượt phải theo chỉ dẫn trên Hình 2 và trong Bảng 2.

Hình 2
Bảng 2
Kích thước tính bằng milimet
| Lực ép danh nghĩa, KN | D | C |
| 6300 | 65 | 1,6 |
| 10000 | 80 | 2,5 |
| 16000 | 90 | |
| 25000 | 100 | |
| 40000 | 110 | |
| 63000 | 110 |
4. Vị trí rãnh chữ T ở bàn máy ép phải theo chỉ dẫn trên Hình 3 và trong Bảng 3.
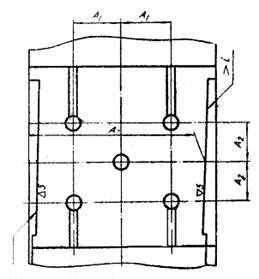
Hình 3
Bảng 3
Kích thước tính bằng milimet
| Lực ép danh nghĩa, KN | A | A1 | A2 | i |
| 6300 | 560 | 160 | 200 | 1 : 32 |
| 10000 | 690 | 200 | 250 | |
| 16000 | 850 | 510 | 320 | |
| 25000 | 1110 | 330 | 320 | |
| 40000 | 1470 | 345 | 500 | |
| 63000 | 1750 | 600 | 600 | 1 : 30 |
5. Vị trí rãnh chữ T ở đầu trượt máy ép phải theo chỉ dẫn trên Hình 4 và trong Bảng 4.
Hình 4
Bảng 4
Kích thước tính bằng milimet
| Lực ép danh nghĩa, KN | A | A1 |
| 6300 | 250 | 160 |
| 10000 | 300 | 200 |
| 16000 | 365 | 250 |
| 25000 | 435 | 320 |
| 40000 | 600 | 500 |
| 63000 | 685 | 500 |
6. Kích thước rãnh của đế khuôn phải theo chỉ dẫn trên Hình 5 và Bảng 5.
Hình 5
Bảng 5
Kích thước tính bằng milimet
| Lực ép danh nghĩa, KN | B (Sai lệch giới hạn h8) | A | a |
| 6300 | 380 | 160 | 30 |
| 10000 | 480 | 200 | 40 |
| 16000 | 600 | 250 | 45 |
| 25000 | 670 | 320 | 50 |
| 40000 | 960 | 500 | 60 |
| 63000 | 1100 | 500 | 60 |
7. Đối với những máy ép có lực 6300 KN và 10000 KN, kích thước, vị trí rãnh và lỗ kẹp khuôn chỉ được áp dụng cho những thiết kế mới.
8. Theo yêu cầu của khách hàng cho phép kẹp chặt bằng vít cấy. Kích thước và vị trí vít cấy làm theo đơn đặt hàng.
9. Sai lệch giới hạn cho các kích thước có dung sai không chỉ dẫn:
- Kích thước mặt bao: theo H14;
- Kích thước mặt bị bao: theo h14;
- Các kích thước khác: ![]() .
.