
TIÊU CHUẨN QUỐC GIA
TCVN 3764 : 1983
MÁY ÉP THỦY LỰC MỘT TRỤ, TRUYỀN DẪN RIÊNG - THÔNG SỐ VÀ KÍCH THƯỚC CƠ BẢN
Lời nói đầu
TCVN 3764 : 1981 do Viện Máy công cụ và dụng cụ - Bộ cơ khí và luyện kim biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng trình duyệt, Ủy ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ khoa học và công nghệ) ban hành;
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại Khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a Khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
MÁY ÉP THỦY LỰC MỘT TRỤ, TRUYỀN DẪN RIÊNG - THÔNG SỐ VÀ KÍCH THƯỚC CƠ BẢN
1. Tiêu chuẩn này áp dụng cho máy ép thủy lực một trụ truyền dẫn riêng, dùng để ép, nắn uốn, vuốt và các công việc khác.
2. Các thông số và kích thước cơ bản của máy ép phải theo chỉ dẫn trong Bảng 1 và trên Hình 1.
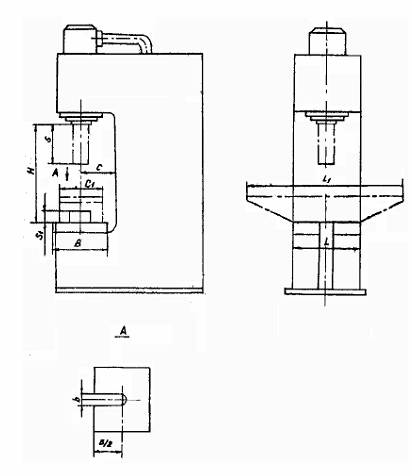
Hình 1
Bảng 1
Kích thước tính bằng milimét
| Tên gọi thông số và kích thước | Trị số | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
| Lực ép danh nghĩa, KN (T) | 40 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | |||
| (4) | (10) | (16) | (25) | (40) | (63) | (100) | (160) | (250) | ||||
| Hành trình lớn nhất của cần pittông | 250 | 400 | 500 | |||||||||
| Khoảng cách lớn nhất giữa bàn máy và mặt mút cán pittông H’ | 400 | 600 | 710 | 750 | 800 | |||||||
| Kích thước bàn máy | Dài L | 320 | 500 | 630 | 800 | 1000 | ||||||
| Rộng B | 300 | 380 | 480 | 560 | 630 | |||||||
| Khoảng cách từ đường tâm cán pittông đến thân máy (độ vươn) C | 160 | 200 | 250 | 320 | 400 | |||||||
| Hốc ở bàn máy b | 80 | 125 | 160 | 200 | ||||||||
| Tốc độ cán pittông, mm/s, không nhỏ hơn | Kiểu 1 | Ở hành trình không tải | - | 63 | 50 | 40 | 32 | 20 | 12 | |||
| Ở hành trình làm việc | - | 12,5 | 10,0 | 8,0 | 5,0 | 3,2 | ||||||
| Ở hành trình trở về | - |
| 150 |
| 125 | 100 | 80 | 50 | ||||
| Kiểu 2 | Ở hành trình không tải | 150 | 125 | 100 | 80 | 63 | 40 | |||||
| Ở hành trình làm việc | 40,0 | 25,0 | 20,0 | 16,0 | 10,0 | 8,0 | 6,3 | 4,0 | ||||
| Ở hành trình trở về | 320 | 300 | 250 | 200 | 150 | 100 | ||||||
| Kiểu 3 | Ở hành trình không tải | - | - | - | 250 | 200 | ||||||
| Ở hành trình làm việc | - | - | - | 2,50 | 20,0 | 12,5 | 10,0 | 8,0 | 3,6 | |||
| Ở hành trình trở về | - | - | - | 400 | 350 | 300 | 250 | 150 | ||||
| Kích thước bàn máy sửa tháo được | Dài L1 | - | 1250 | 1600 | 2000 | 2500 | ||||||
| Rộng B | - | 300 | 360 | 500 | 600 | |||||||
| Lực danh nghĩa của lộ đẩy phôi dưới | - | - | - | 100 | 160 | 250 | 400 | 630 | 1000 | |||
| KN (T) |
|
|
| (10) | (16) | (25) | (40) | (63) | (100) | |||
| Hành trình của bộ đẩy phôi dưới, S1 | - | - | - | 160 | 200 | |||||||
3. Những máy ép kiểu 1 thì phải có cần điều khiển bằng tay.
4. Theo yêu cầu của khách hàng.
Những máy ép có lực danh nghĩa từ 100 KN đến 2500 KN phải có bàn nắn sửa tháo được, đồ gá để nắn chính xác và đầu nắn sửa.
Những máy ép kiểu 2 và 3 có lực danh nghĩa từ 250 KN đến 2500 KN phải có bộ phận đẩy dưới (thiết bị ép) không có hốc ở bàn máy, với loại có lực danh nghĩa từ 40 KN đến 2500 KN phải trang bị cơ khí hóa và tự động hóa.
5. Kết cấu của máy ép phải đảm bảo điều chỉnh được lực làm việc của máy và bộ phận đẩy phôi, tốc độ không tải và tốc độ làm việc của cán pittông theo hành trình, số hành trình của cán pittông và bộ đẩy phôi.