
TIÊU CHUẨN NHÀ NƯỚC
TCVN 137 - 63
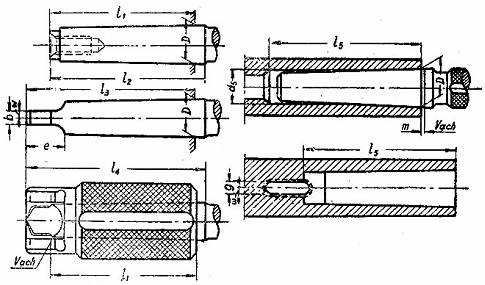
CÔN CỦA DỤNG CỤ
DUNG SAI
Tiêu chuẩn này áp dụng cho côn của dụng cụ theo TCVN 136 – 63
| Ký hiệu côn | Sai lệch giới hạn độ côn của bạc và cán | mm | ||||||||||||
| Khoảng cách giữa hai vạch của calip nút m | w | Sai lệch giới hạn của các kích thước | ||||||||||||
| l1 | l3 | b | g | d5 | ||||||||||
| trên | dưới | trên | dưới | trên | dưới | dưới | trên | dưới | trên | |||||
| Côn hệ mét | 4 | ± 0,0006 | 1 | - | 0 | -1 | - | - | - | - | - | - | 0 | + 0,14 |
| 6 | ± 0,0006 | 1 | - | 0 | -1 | - | - | - | - | - | - | 0 | +0,18 | |
| Côn moóc | 0 | ± 0,0006 | 1,2 | 2 | 0 | -1,2 | +0,4 | -1,2 | 0 | -0,18 | 0 | +0,30 | 0 | +0,22 |
| 1 | ± 0,0006 | 1,4 | 2,65 | 0 | -1,4 | +0,5 | -1,4 | 0 | -0,18 | 0 | +0,30 | 0 | +0,22 | |
| 2 | ± 0,0005 | 1,6 | 3,2 | 0 | -1,6 | +0,5 | -1,6 | 0 | -0,22 | 0 | +0,36 | 0 | +0,27 | |
| 3 | ± 0,0005 | 1,8 | 4 | 0 | -1,8 | +0,6 | -1,8 | 0 | -0,27 | 0 | +0,36 | 0 | +0,33 | |
| 4 | ± 0,0005 | 2 | 6 | 0 | -2 | +0,7 | -2 | 0 | -0,27 | 0 | +0,43 | 0 | +0,33 | |
| 5 | ± 0,0004 | 2 | 8 | 0 | -2 | +0,7 | -2 | 0 | -0,27 | 0 | +0,43 | 0 | +0,39 | |
| 6 | ± 0,00035 | 2,5 | 9,55 | 0 | -2,5 | +0,8 | -2,5 | 0 | -0,33 | 0 | +0,52 | 0 | +0,46 | |
| Côn hệ mét | 80 | ± 0,0003 | 2,5 | 13,05 | 0 | -2,5 | +0,8 | -2,5 | 0 | -0,33 | 0 | +0,52 | 0 | +0,46 |
| 100 | ± 0,0003 | 3 | 16,05 | 0 | -3 | +1 | -3 | 0 | -0,39 | 0 | +0,62 | 0 | +0,54 | |
| 120 | ± 0,00025 | 3 | 19,05 | 0 | -3 | +1 | -3 | 0 | -0,39 | 0 | +0,62 | 0 | +0,54 | |
| (140) | ± 0,00025 | 3 | 22,05 | 0 | -3 | +1 | -3 | 0 | -0,39 | 0 | +0,62 | 0 | +0,63 | |
| 160 | ±0,00025 | 3 | 25,05 | 0 | -3 | +1 | -3 | 0 | -0,39 | 0 | +0,74 | 0 | +0,63 | |
| 200 | ± 0,0002 | 3,5 | 31,05 | 0 | -3,5 | +1 | -3,5 | 0 | -0,46 | 0 | +0,74 | 0 | +0,72 | |
1. Không kiểm tra sai lệch độ côn bằng cách, bôi sơn để rà các côn ngoài hay côn trong vào calip.
2. Khi kiểm tra côn trong bằng calip thì mặt cắt tính toán lớn (mặt đầu của lỗ) phải nằm giữa hai vạch trên calip nút; vạch thứ nhất xác định đường kính danh nghĩa D, còn vạch thứ hai xác định giới hạn lớn nhất của đường kính D.
3. Sai lệch giới hạn của kích thước l1 và l3 về dấu trừ xác định trị số không tới cho phép của đầu mút cán đến mặt đầu của calip bạc.
4. Sai lệch giới hạn của kích thước w ghi trong bảng là trị số giới hạn lớn nhất đối với má đuôi và nhỏ nhất đối với rãnh của lỗ.
5. Khi kiểm tra cán có má đuôi bằng calip thì các mặt phẳng của má đuôi không được nhô cao hơn các mặt phẳng đo của calip bạc trong khoảng từ mặt đầu đến vạch dấu (vạch hay gờ) cách mặt đất tính toán một khoảng l1.
6. Dung sai của các kích thước l2 và l4 theo cấp chính xác 10 (TCVN 42-63), khoảng dung sai phân bố đối xứng.
7. Sai lệch giới hạn của kích thước l5 theo A10 (TCVN 42-63).
8. Khi tính chuyển sai lệch độ côn ra sai lệch góc nghiêng hay góc côn thì lấy sai lệch độ côn 0,00001 tương ứng với sai lệch góc nghiêng 1'' và sai lệch góc côn 2''.