
TCVN 137-70 được ban hành để thay thế TCVN 137-63.
1.1. Tiêu chuẩn này quy định 5 cấp chính xác cho các loại côn dụng cụ sản xuất theo TCVN 136-70 và TCVN 383-70. Các cấp chính xác được ký hiệu bằng số theo thứ tự giảm dần từ 1 đến 5.
1.2. Sai lệch giới hạn của góc côn phải theo quy định trong bảng 1.
Bảng 1
| KÝ HIỆU CÔN | Sai lệch giới hạn của góc côn tính theo mm trên chiều dài 100mm, đối với cấp chính xác | |||||||
| 1 và 2 | 3 | 4 | 5 | |||||
| Côn trong và côn ngoài | Côn trong | Côn ngoài | Côn trong | Côn ngoài | Côn trong | Côn ngoài | ||
| Côn hệ mét | 4 | Chưa quy định | ± 16 | + 32 | ± 25 | + 50 | ± 40 | + 80 |
| 6 | ± 12 | + 25 | ± 20 | + 40 | ± 30 | + 60 | ||
| Côn Moóc | 0 | |||||||
| 1 | ± 10 | + 20 | ± 16 | + 32 | ± 25 | + 50 | ||
| 2 | ||||||||
| 3 | ||||||||
| 4 | ± 8 | + 16 | ± 12 | + 25 | ± 20 | + 40 | ||
| 5 | ± 6 | + 12 | ± 10 | + 20 | ± 16 | + 32 | ||
| 6 | ||||||||
| Côn hệ mét | 80 | |||||||
| 100 | ± 5 | + 10 | ± 8 | + 16 | ± 12 | + 25 | ||
| 120 | ||||||||
| 160 | ||||||||
| 200 | ± 4 | + 8 | ± 6 | + 12 | ± 12 | + 20 | ||
| Côn ngắn | 0 a | Chưa quy định | ± 20 | + 40 | ± 30 | + 60 | ± 50 | + 100 |
| 1 a | ||||||||
| 1 b | ± 16 | + 32 | ± 25 | + 50 | ± 40 | + 80 | ||
| 2 a | ||||||||
| 2 b | ± 12 | + 25 | ± 20 | + 40 | ± 30 | + 60 | ||
| 3 a | ||||||||
| 3 b | ± 10 | + 20 | ± 16 | + 32 | ± 25 | + 50 | ||
| 4 b | ||||||||
| 5 b | ||||||||
1.3. Khi tính chuyển sai lệch quy định trong bảng 1 về sai lệch góc thì cứ 1mm trên chiều dài 100 mm tương ứng với sai lệch góc nghiêng 1“ và với sai lệch góc côn 2“.
1.4. Sai lệch giới hạn về hình dạng của mặt côn phải theo quy định trong bảng 2.
Bảng 2
| Cấp chính xác của côn dụng cụ | Độ không thẳng của đường sinh | Độ không tròn |
| Cấp chính xác theo TCVN 384-70 | ||
| 3 | IV | VIII |
| 4 | V | VIII |
| 5 | V | VIII |
Ví dụ ký hiệu quy ước của:
Côn Moóc 3 có cấp chính xác 5:
Côn Moóc 3 cấp 5 TCVN 137-70
Côn hệ mét 100 có cấp chính xác 4:
Côn mét 100 cấp 4 TCVN 137-70
Côn ngắn của dụng cụ 2b có cấp chính xác 3:
Côn ngắn 2b cấp 3 TCVN 137-70
2. DUNG SAI CỦA KÍCH THƯỚC CÔN
2.1. Sai lệch giới hạn của các kích thước côn ngoài phải theo chỉ dẫn ở hình 1 và bảng 3.
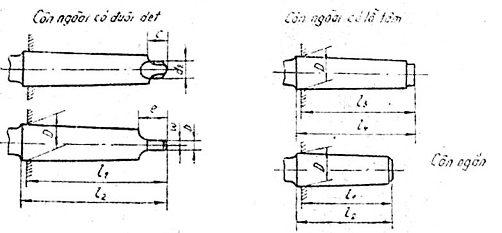
Hình 1
Bảng 3
| KÍCH THƯỚC | Sai lệch giới hạn, mm | ||
| ĐƯỜNG KÍNH D | Đối với côn móoc | 0a ; 0 | + 58 |
| 1; 2; 1a; 1b; 2a; 2b | + 70 | ||
| 3; 3a; 3b | + 81 | ||
| 4; 5 | + 100 | ||
| 6 | + 120 | ||
| Đối với côn hệ mét | 4; 6 | + 48 | |
| 80 | + 120 | ||
| 100; 120 | + 140 | ||
| 160 | + 160 | ||
| 200 | + 185 | ||
| Chiều dài l2, l4 | Theo B10 TCVN 42-63 | ||
| Bề dày đuôi dẹt b | Theo B7 = L17 TCVN 41-63 | ||
| Các kích thước d2, c, e của đuôi dẹt | Theo B9 TCVN 42-63 | ||
Chú thích: kích thước w từ trục tâm đến mặt bên của đuôi dẹt không được lớn hơn (0,5b + 0,05)mm.
2.2. Sai lệch giới hạn của các kích thước côn trong phải theo chỉ dẫn ở hình 2 và bảng 4.
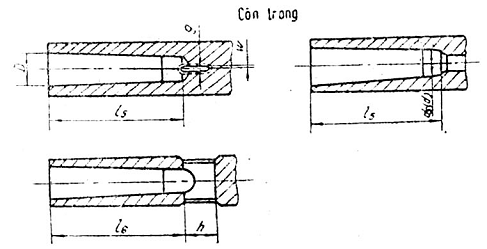
Hình 2
Bảng 4
| KÍCH THƯỚC | Sai lệch giới hạn, mm | ||
| Đường kính cơ sở D | Theo A5 TCVN 30 – 63 | ||
| Đường kính d4 (d) | Theo A6 TCVN 31 – 63 | ||
| Chiều dài l6 | Theo B10 TCVN 42 – 63 | ||
| Kích thước lỗ đóng nêm h | Theo A10 TCVN 42 – 63 | ||
| Bề rộng lỗ đóng nêm g | Đối với côn Móoc | 0 ; 1 | + 270 + 450 |
| 2 ; 3 | + 280 + 500 | ||
| 4 ; 5 | + 290 + 560 | ||
| 6 | + 300 + 630 | ||
| Đối với côn hệ mét | 4 | + 270 + 410 | |
| 6 | + 270 + 450 | ||
| 80 | + 300 + 630 | ||
| 100 ; 120 | + 310 + 700 | ||
| 160 | + 320 + 710 | ||
| 200 | + 340 + 800 | ||
| Chiều dài l5 | Theo A10 TCVN 42 – 63 | ||
Chú thích:
1. Kích thước d nằm trong dấu ngoặc chỉ dùng cho côn ngắn của dụng cụ.
2. Kích thước w từ trục tâm đến mặt bên của lỗ đóng nêm không được nhỏ hơn (0,5g + 0,08)mm.
GIỚI THIỆU PHẠM VI SỬ DỤNG CÁC CẤP CHÍNH XÁC CỦA CÔN DỤNG CỤ
| Cấp chính xác | PHẠM VI SỬ DỤNG |
| 3 | Dùng trong các máy cắt gọt kim loại có độ chính xác cao (ví dụ máy doa tọa độ, mài v.v…), cho các đồ gá và dụng cụ cắt có chuôi côn dùng trên các máy đó. |
| 4 | Dùng trong các máy cắt gọt kim loại có độ chính xác khá cao, cho các đồ gá và dụng cụ cắt có chuôi côn dùng trên các máy đó. |
| 5 | Dùng trong máy cắt gọt kim loại có độ chính xác bình thường, cho các đồ gá và dụng cụ có chuôi côn dùng trên các máy đó. |