
TIÊU CHUẨN VIỆT NAM
TCVN 5840:1994
NHÔM VÀ HỢP KIM NHÔM DẠNG PROFIN SAI LỆCH KÍCH THƯỚC VÀ HÌNH DẠNG
Aluminium and aluminium alloy Profiles Toleranees dimensions and form
TCVN 5840:1994
NHÔM VÀ HỢP KIM NHÔM DẠNG PROFIN SAI LỆCH KÍCH THƯỚC VÀ HÌNH DẠNG
Aluminium and aluminium alloy Profiles Toleranees dimensions and form
Tiêu chuẩn này áp dụng cho nhôm và hợp kim nhôm thông dụng profin có kích thước vòng tròn ngoại tiếp của mặt cắt không lớn hơn 600 mm. được sản xuất bằng cách ép đùn.
Tiêu chuẩn này không áp dụng đối với nhôm và hợp kim nhôm dạng prôfin cán, kéo.
1. Các yêu cầu chung và tính chất cơ lý phải phù hợp với TCVN 5838-1994 và TCVN 5839-1994.
2. Hình dạng mặt cắt theo bản vẽ do sản xuất và đặt hàng thỏa thuận và quy định.
3. Profin nhôm và hợp kim nhôm được sản xuất từ hai nhóm vật liệu sau:
a/ Nhóm 1: Al99,5, Al99,0; Al99,0Cu: AIMn1; AIMn1Cu; AlMg1(B); AlMg1,5(C).; AlMg2; AlMg2,5; AlMgSi; AlMg0,7Si; AISi1MgMn; AlSiMg(A): AlMg1SiCu.
b/ Nhóm 2: AlMg3; AlMg3Mn; AlMg3.5; AlMg4; AlMg4,5Mn0,7; AlMg5Cu; AlCu2,5Mg: AICu4MgSi: AlCu4Mg1; AlCu4SiMg; AlCu6Mn; Altn4,5Mg1; AIZn5,5MgCu.
4. Hình dạng kích thước tính toán mặt cắt của profin được thể hiện qua hình 1 và hình 2.
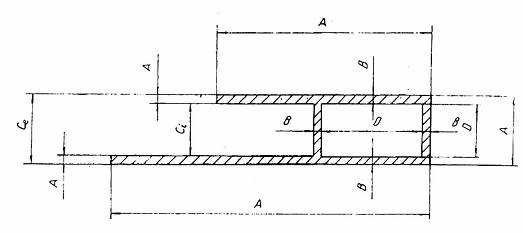
Hình 1
trong đó:
A- Kích thước kim loại, trừ chiều dầy thành trong mặt cắt rỗng;
B- Chiều dầy thành trong mặt cắt rỗng:
Ce hoặc Ci- Kích thước không gian trong mặt cắt hở;
D- Kích thước không gian trong mặt cắt rỗng.
Chú thích: Các kích thước trên hình 1 là kích thước quy ước được quy định trong bảng 1a và 1b.
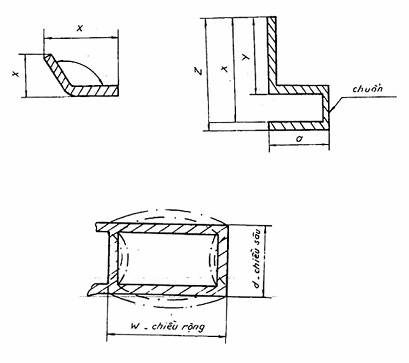
Hình 2
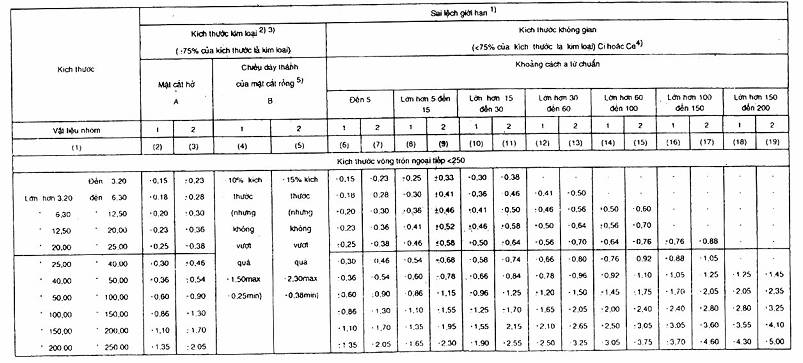
4.1. Sai lệnh giới hạn về kích thước của prôfin có mặt cắt đặc và rỗng được quy định trong bảng 1a.
Chú thích bảng 1:
1) Khi sai lệnh kích thước được quy định khác với sai lệnh về hai phía thì giá trị sai lệnh giới hạn được tính là trung bình cộng sai lệnh lớn nhất và nhỏ nhất của kích thước đó;
2) Khi xác định sai lệnh của prôfin hình góc (hình 2a), không được phép dựa trên các kích thước đường thẳng x, mà phải xác định theo góc (điều 10);
3) Sai lệnh này không áp dụng cho các kích thước như x hoặc z (hình 2b) ngay cả khi y ³ 75%x. Phụ thuộc vào khoảng cách a từ mặt chuẩn đối với sai lệnh mà có thể áp dụng được cho kích thước x và z: Sử dụng các cột tương ứng Ci hoặc Ce.
4) Theo thỏa thuật giữa cơ sở sản xuất và đặt hàng, có thể thay việc quy định Ce (kích thước ngoài) bằng quy định Ci (kích thước trong);
5) Được áp dụng khi không gian hoàn toàn kín và có diện tích ³ 70mm2; nếu không sử dụng cột A (mặt cắt hở).
4.2. Sai lệnh giới hạn kích thước không gian trong mặt cắt rỗng D được quy định trong bảng 1b.
Bảng 1a
Sai lệch giới hạn kích thước mặt cắt đặc và rỗng của prôfin
Kích thước, mm
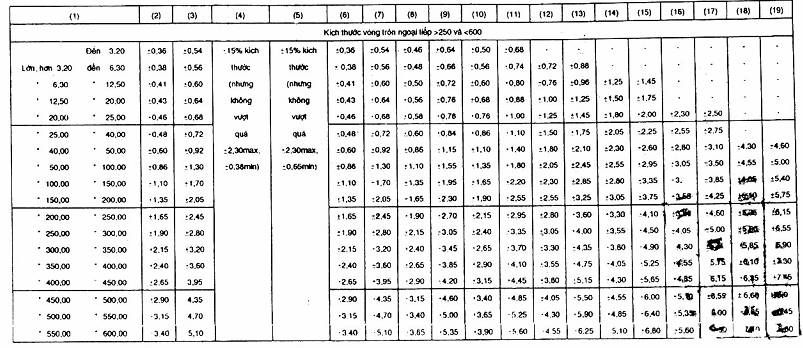
Bảng 1b
Sai lệch giới hạn kích thước không gian trong mặt cắt rỗng D
Kích thước, mm
| Kích thước quy ước | Sai lệch giới hạn D | ||||
| Vật liệu nhóm | |||||
| 1 | 2 | ||||
| Kích thước vòng tròn ngoại tiếp £250 | |||||
|
| Đến | 3,20 | ±0,25 | ±0,33 | |
| Lớn hơn | 3,20 | đến | 6,30 | ±0,30 | ±0,41 |
| " | 6,30 | " | 12,50 | ±0,36 | ±0,46 |
| " | 12,50 | " | 20,00 | ±0,41 | ±0,52 |
| " | 20,00 | " | 25,00 | ±0,46 | ±0,58 |
| " | 25,00 | " | 40,00 | ±0,54 | ±0,68 |
| " | 40,00 | " | < 50,00 | ±0.60 | ±0,78 |
| " | 50,00 | " | 100,00 | ±0,86 | ±1,15 |
| " | 100,00 | " | 150,00 | ±1,10 | ±1,55 |
| " | 150,00 | " | 200,00 | ±1,35 | ±1,95 |
| " | 200,00 | " | 250,00 | ±1,65 | ±2,30 |
| Kích thước vòng tròn ngoại tiếp >250 và <600 | |||||
|
| Đến | 3,20 | ±0,46 | ±0,64. | |
| Lớn hơn | 3,20 | đến | 6,30 | ±0,48 | ±0,66 |
| " | 6,30 | " | 12,50 | ±0,50 | ±0,72 |
| " | 12,50 | " | 20,00 | +0,56 | ±0,76 |
| " | 20,00 | " | 25,00 | ±0,58 | ±0,78 |
| " | 25,00 | " | 40,00 | ±0,60 | ±0,84 |
| " | 40,00 | " | 50,00 | ±0,86 | ±1,15 |
| " | 50,00 | " | 100,00 | ±1,10 | ±1,55 |
| " | 100,00 | " | 150,00 | ±1,35 | ±1,95 |
| " | 150,00 | " | 200,00 | ±1,65 | ±2,30 |
| " | 200,00 | " | 250,00 | ±1,90 | ±2,70 |
| " | 250,00 | " | 300,00 | ±2,15 | ±3,05 |
| " | 300,00 | " | 350,00 | ±2,40 | ±3,45 |
| " | 350,00 | " | 400,00 | ±2,65 | ±3,85 |
| " | 400,00 | " | 450,00 | ±2,90 | ±4,20 |
| " | 450,00 | " | 500,00 | ±3,15 | ±4,60 |
| " | 500,00 | " | 550,00 | +3,40 | ±5,00 |
| " | 550,00 | " | 600,00 | ±3,65 | ±5,35 |
Chú thích. Sai lệch giới hạn chiếu rộng (W) và chiều sâu (d) được quy định ở cột D của bảng 1b; sự thay đổi w sẽ gây ảnh hưởng tới d và ngược lại.
Ví dụ: Thanh thuộc hợp kim nhóm 1, kích thước vòng tròn ngoại tiếp £250mm.
Các kích thước: d = 25mm, w = 40mm
Sai lệch giới hạn Δd = ±0,46mm, Δw = ±0,54mm
Sai lệch giới hạn đối với w và d sẽ luôn luôn nhỏ nhất giữa các góc (cột A, bảng 1a).
4.3. Ngoại lệ tiêu chuẩn
4.3.1. Sai lệch mặt cắt của prôfin không xác định theo bảng 1a, 1b khi có chiều dày một thành lớn hơn hoặc bằng ba lần chiều dầy một thành lớn hoặc bằng ba lần chiều dầy thành đối diện (hình 3); được xác định theo thỏa thuận giữa cơ sở sản xuất và đặt hàng.
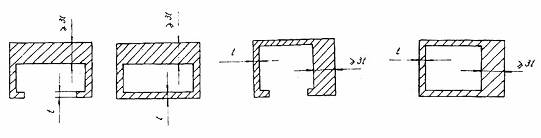
| a) | b) | c) | d) |
Hình 3
4.3.2. Trong trường hợp prôfin có mặt cắt rỗng phân bố đều như trên hình 4, sai lệnh giới hạn chiều dầy thành tiêu chuẩn được quy định trong các tiêu chuẩn thích hợp cho các ống được ép đùn. Khoảng trống của các prôfin này sẽ theo vòng tròn đường kính ³25mm và khối lượng của chúng được phân bố đều trên cạnh đối diện của hai hoặc nhiều trục không gian
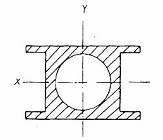
Hình 4
5. Prôfin được cung cấp với chiều dài quy ước và được ghi trong đơn hàng. Sai lệch giới hạn chiều dài quy ước được quy định trong bảng 2.
Nếu chiều dài là không cố định hoặc là chiều dài tối thiểu được ghi trong đơn hàng thì các được giao theo dãy chiều dài.
Bảng 2
Sai lệch giới hạn chiều dài quy ước.
Kích thước, mm
| Đường kính vòng tròn ngoại tiếp | Chiều dài quy định | ||||
| Đến 2000 | Lớn hơn 2000 đến 5000 | Lớn hơn 5000 đến 10000 | Lớn hơn 10000 đến 15000 | Lớn hơn 15000 đến 250000 | |
| Đến 250 | +8 | +8 | + 12 | + 16 | +30 |
|
| 0 | 0 | 0 | 0 | 0 |
| Lớn hơn 250 đến 450 | +10 | +12 | +16 | +20 | +40 |
|
| 0 | 0 | 0 | 0 | 0 |
| Lớn hơn 450 đến 600 | +12 | +12 | +16 | +20 | +40 |
|
| 0 | 0 | 0 | 0 | 0 |
Sai lệch độ vuông góc của các mặt mút không được vượt quá 0,017mm/mm chiều rộng (tương đương với góc 1°). Độ vuông góc của mặt cắt phải trong sai lệch chiều dài quy ước.
6. Độ thẳng của prôfin được quy định trên chiều dài tổng lt hoặc một đoạn chiều dài 300mm (hình 5).
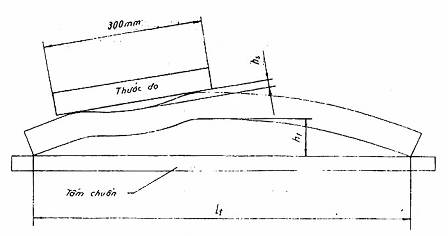
Hình 5
Sai lệch độ thẳng ht, cho chiều dài không được vượt quá 2mm/m chiều dài sai lệch độ thắng cục bộ hs không được vượt quá 0,6mm/300mm chiều dài đối với độ cứng TX 510, sai lệch độ thẳng được quy định theo thỏa thuận giữa cơ sở sản xuất và đặt hàng.
7. Sai lệch cho phép lớn nhất về độ phẳng của prôfin có mặt cắt hở và rỗng được tính như hàm số của chiều rộng và chiều dày prôfin (hình 6).
Sai lệch, độ phẳng được quy định trong bảng 3.
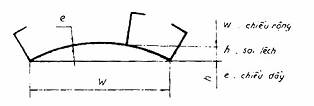
Hình 6
Bảng 3
Sai lệch độ phẳng
Kích thước.mm
| Chiều rộng, w | Sai lệch độ phẳng, h | |||||
| Mặt cắt rỗng | Mặt cắt hở | |||||
| e£5 | e>5 | |||||
|
|
| Đến | 50 | 0,30 | 0,20 | 0,20 |
| Lớn hơn | 50 | " | 100 | 0,60 | 0,40 | 0,40 |
| " | 100 | " | 150 | 0,90 | 0,60 | 0,60 |
| " | 150 | " | 200 | 1,20 | 0,80 | 0,80 |
| " | 200 | " | 300 | 1,80 | 1,20 | 1,20 |
| " | 300 | " | 400 | 2,40 | 1,60 | 1,60 |
| " | 400 | " | 500 | 3,00 | 2,00 | 2,00 |
| " | 500 | " | 600 | 3,60 | 2,40 | 2,40 |
8. Sai lệch độ cong của mặt cắt (sai lệch đường prôfin), t - sai lệch danh nghĩa được quy định trong bảng 4.
Chú thích: Đối với các prôfin có mặt cắt bị cong, sai lệch tại bất cứ điểm nào trên đường cong được kiểm tra bằng cách vẽ với tỷ lệ 1 : 1; sau đó so sánh với đường cong danh nghĩa, sai lệch lớn nhất của đường prôfin (t) không cho phép lớn hơn trị số (t) trong bảng 4. Khi kiểm tra tất cả các điểm trên đường cong, có thể xác định được một miền dung sai nằm giữa hai đường bao, tiếp tuyến với tất cả các vòng tròn sai lệch đường kính 1 và có tâm nằm dọc theo đường cong danh nghĩa (hình 7). Có thể dùng phương pháp kiểm tra bằng dưỡng kiểm.
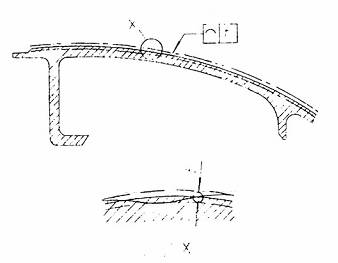
Hình 7
Bảng 4
Sai lệch cho phép đường prôfin
Kich thước, mm
| Đường kính vòng tròn ngoại tiếp | Sai lệch lớn nhất đường prôfin = đường kính t của vòng tròn sai lệch | |||
|
| Đến | 30 | 0,30 | |
| Lớn hơn | 30 | đến | 60 | 0,50 |
| " | 60 | " | 90 | 0,70 |
| " | 90 | " | 120 | 1,00 |
| " | 120 | " | 150 | 1,20 |
| " | 150 | " | 200 | 1,50 |
| " | 200 | " | 300 | 2,00 |
| " | 300 | " | 400 | 2,50 |
| " | 400 | " | 500 | 3,00 |
| " | 500 | " | 600 | 3,50 |
|
|
|
| 4,00 | |
9. Sai lệch độ xoắn được áp dụng cho các chiều dài đến 8m; khi lớn hơn 8m sẽ theo thỏa thuận giữa cơ sở sản xuất và đặt hàng.
Độ xoắn u (hình 8) được đo bằng cách đặt prôfin trên bàn mẫu phẳng; thanh chỉ chịu tác dụng của trọng lượng bản thân nó: đo khoảng cách lớn nhất từ một điểm bất kỳ dọc theo chiều dài giữa bề mặt đáy của thanh và mặt bàn phẳng. Từ phép đo này, sai lệch độ thẳng phải được trừ đi phần còn lại là độ xoắn.
Sai lệch độ xoắn được tính như một hàm số của vòng tròn ngoại tiếp (mm), chiều rộng (mm) w, chiều dài của thanh (m) và được quy định trong bảng 5.
Bảng 5
Sai lệch độ xoắn
| Đường kính vòng tròn ngoại tiếp, mm | Sai lệch, mm trên milimét chiều rộng | ||||||
| Vật liệu | Nhóm 1 | Vật liệu | Nhóm 2* | ||||
| Trên một mét chiều dài | Trên chiều dài tổng, không lớn hơn | Trên một mét chiều dài | Trên chiều dài tổng, không lớn hơn | ||||
| Lớn hơn | 12,5 | đến | 40 | 0,052 | 0.122 | 0.070 | 0.140 |
| " | 40 | " | 80 | 0.026 | 0,087 | 0.034 | 0.105 |
| " | 80 | " | 250 | 0.017 | 0.052 | 0.026 | 0.070 |
| " | 250 | " | 600 | 0.010 | 0.040 | 0.017 | 0.058 |
Chú thích: * Tất cả các vật liệu đã được kéo thử với ứng suất nhỏ. Cấp độ cứng TX 510 được loại trừ và sai lệch cho cấp độ cứng này phải được thảo thuận của cơ sở sản xuất và nơi đặt hàng.
10. Sai lệch của một góc đã được cho trước đối với mặt cắt của prôfin tại bắt kỳ điểm nào, được quy định trong bảng 6.
Bảng 6
Sai lệch góc
| Chiều dầy danh nghĩa của thành mỏng nhất, mm | Sai lệch cho phép đối với góc đã quy định | |
|
| Đến 1,6 | 2° |
| Lớn hơn 1,6 | đến 5,0 | 1,5° |
| Lớn hơn 5,0 |
| 1° |
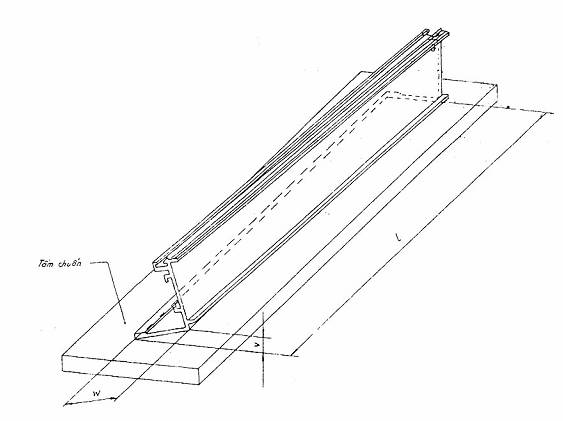
Hình 8
11. Cho phép tạo ra đường lượn với bán kính góc lượn lớn nhất là 0,8mm với góc nhọn, khi không có quy định cụ thể trên bản vẽ. Khi bán kính góc lượn được quy ước trên bản vẽ, sự sai lệch giữa bán kính thực tế và bán kính quy ước không được phép lớn hơn ±10%, trừ trường hợp sai lệch cho phép tổng cộng không nhỏ hơn 1mm.