
Aluminium and aluminium alloy – Round, square and hexagonal bars – Tolerances on form and dimensions
Lời nói đầu
TCVN 5842 : 1994 được xây dựng trên cơ sở ISO 6362/5 : 1991.
TCVN 5842 : 1994 do Trung tâm nghiên cứu ứng dụng kỹ thuật xây dựng biên soạn, Tổng cục Tiêu chuẩn đo lường Chất lượng đề nghị và được Bộ Khoa học và Công nghệ Môi trường (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi từ năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
NHÔM VÀ HỢP KIM NHÔM – DẠNG THANH HÌNH TRÒN, VUÔNG, SÁU CẠNH –
SAI LỆCH KÍCH THƯỚC VÀ HÌNH DẠNG
Aluminium and aluminium alloy – Round, square and hexagonal bars –
Tolerances on form and dimensions
Tiêu chuẩn này áp dụng cho nhôm và hợp kim thông dụng dạng thanh có mặt cắt tròn, vuông, hình sáu cạnh được sản xuất bằng cách ép đùn có đường kính hoặc chiều rộng của mặt cắt từ 10 mm đến 200 mm.
2. Thanh nhôm và hợp kim nhôm được sản xuất theo TCVN 5838 : 1994.
3. Sai lệch giới hạn đường kính và chiều rộng mặt cắt phải phù hợp với Bảng 1.
Bảng 1 – Sai lệch giới hạn kích thước
Kích thước tính bằng milimét
| Đường kính hoặc chiều rộng mặt cắt | Sai lệch giới hạn | |
| Nhóm 1 | Nhóm 2 | |
| Từ 10 đến 18 | ± 0,22 | ± 0,35 |
| Lớn hơn 18 đến 25 | ± 0,25 | ± 0,40 |
| Lớn hơn 25 đến 40 | ± 0,30 | ± 0,45 |
| Lớn hơn 40 đến 50 | ± 0,35 | ± 0,55 |
| Lớn hơn 50 đến 65 | ± 0,40 | ± 0,60 |
| Lớn hơn 65 đến 80 | ± 0,50 | ± 0,75 |
| Lớn hơn 80 đến 100 | ± 0,60 | ± 0,90 |
| Lớn hơn 100 đến 120 | ± 0,70 | ± 1,1 |
| Lớn hơn 120 đến 150 | ± 0,85 | ± 1,3 |
| Lớn hơn 150 đến 180 | ± 1,0 | ± 1,5 |
| Lớn hơn 180 đến 200 | ± 1,1 | ± 1,7 |
CHÚ THÍCH Nhóm 1 và nhóm 2 được phân theo Điều 2.
4. Độ tròn của thanh cắt mặt tròn
Độ tròn là hiệu đường kính lớn nhất và đường kính nhỏ nhất được đo trong cùng một mặt cắt. Độ tròn cho phép là sai lệch giới hạn đường kính được quy định trong Bảng 1.
5. Bán kính góc lượn của thanh có mặt cắt vuông và hình sáu cạnh được quy định trong Bảng 2.
Bảng 2 - Bán kính góc lượn lớn nhất
Kích thước tính bằng milimét
| Chiều rộng mặt cắt | Bán kính góc lượn lớn nhất | |
| Nhóm 1 | Nhóm 2 | |
| Từ 10 đến 18 | 1,0 | 2,0 |
| Lớn hơn 18 đến 30 | 1,2 | 2,5 |
| Lớn hơn 30 đến 50 | 1,5 | 3,0 |
| Lớn hơn 50 đến 80 | 1,8 | 3,5 |
| Lớn hơn 80 đến 120 | 2,0 | 4,0 |
| Lớn hơn 120 đến 150 | 2,5 | 5,0 |
| Lớn hơn 150 đến 500 | 3,0 | 6,0 |
Độ vuông góc của mặt cắt ra phải trong sai lệch giới hạn chiều dài quy ước.
Bảng 3 - Sai lệch chiều dài quy ước
Kích thước tính bằng milimét
| Đường kính hoặc chiều rộng của mặt cắt | Sai lệch giới hạn chiều dài | |||||
| Đến 250 | Lớn hơn 250 đến 1000 | Lớn hơn 1000 đến 2000 | Lớn hơn 2000 đến 5000 | Lớn hơn 5000 đến 8000 | Lớn hơn 8000 | |
| Từ 10 đến 30 | +2 | +4 | +5 | +5 | +7 | Theo thỏa thuận |
| 0 | 0 | 0 | 0 | 0 | ||
| Lớn hơn 10 đến 50 | +2 | +4 | +5 | +6 | +7 | |
| 0 | 0 | 0 | 0 | 0 | ||
| Lớn hơn 50 đến 120 | +2,5 | +5 | +6 | +7 | +8 | |
| 0 | 0 | 0 | 0 | 0 | ||
| Lớn hơn 120 đến 200 | +3 | +6 | +7 | +8 | + 10 | |
| 0 | 0 | 0 | 0 | 0 | ||
7. Sai lệch độ thẳng được quy định trong Bảng 4.
Các sai lệch độ thẳng h1i và h2i được đo theo Hình 1.
Bảng 4 - Sai lệch độ thẳng
Kích thước tính bằng milimét
| Đường kính hoặc chiều rộng của mặt cắt | Sai lệch độ thẳng | |
| Cho 1000 mm chiều dài (l1), h1 | Cho 300 mm bất kỳ (l2), h2 | |
| Từ 80 đến 120 | 2 | 1 |
| Lớn hơn 80 đến 120 | 3 | 1,5 |
| Lớn hơn 120 đến 200 | 4 | 2 |
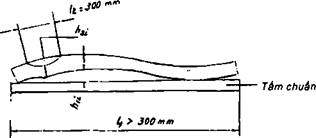
Hình 1 - Đo sai lệch độ thẳng
8. Sai lệch độ xoắn của thanh có mặt cắt vuông và hình sáu cạnh được quy định trong Bảng 5.
Bảng 5 - Sai lệch độ xoắn
Kích thước tinh bằng milimét
| Chiều rộng của mặt cắt | Sai lệch độ xoắn | ||
| Trên một mét chiều dài | Trên chiều dài tổng | ||
| Đến 5000 | Lớn hơn 5000 | ||
| Từ 10 đến 30 | 1,5 | 3 | Theo thỏa thuận |
| Lớn hơn 10 đến 50 | 2,0 | 4 | |
| Lớn hơn 50 đến 120 | 2,5 | 5 | |
| Lớn hơn 120 đến 200 | 3,0 | 6 | |
Độ xoắn vi được đo trong Hình 2.
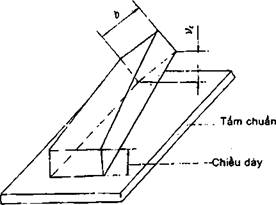
Hình 2 - Đo sai lệch độ xoắn